

בתכנון Rigid-Flex PCB, אזור הכיפוף הוא בדרך כלל החלק הרגיש ביותר מבחינה מכנית בכל המבנה. הוא לא רק מאפשר ללוח להתקפל בתוך מארז צפוף, אלא גם סופג מאמצים שנובעים מכיפוף, אי־התאמה תרמית, למינציה, קידוח, ציפוי, ומעברים בין חומרים קשיחים לגמישים. לכן, במקרים רבים, כשכשל מתחיל להופיע בלוח rigid-flex, הוא מופיע קודם דווקא באזור הכיפוף.
ב־FastTurn PCB תכנון אמין של rigid-flex מתחיל ברדיוס הכיפוף, בפריסת אזור הכיפוף, ובתכנון נכון של אזור המעבר (transition zone). אלה אינם בדיקות נפרדות, אלא החלטות תכנון מחוברות שצריך לקבל יחד כבר מההתחלה.
עיקרי הדברים
- קודם כול מגדירים את אופי היישום: כיפוף סטטי וכיפוף דינמי אינם משתמשים באותם גבולות תכנון.
- צריך להתייחס ל־רדיוס הכיפוף המינימלי כאל טווח תכנוני, לא כאל מספר אחיד שמתאים לכל מצב.
- באזורים גמישים רב־שכבתיים, חופש התנועה של השכבות חשוב יותר ממספר השכבות עצמו. הפרדה לא מודבקת ומבנים מדורגים יכולים לשפר משמעותית את אמינות הכיפוף.
- כדאי להרחיק vias, חורים מצופים, pads ורכיבים מאזור הכיפוף ומ־אזור המעבר בין החלק הקשיח לחלק הגמיש ככל האפשר.
- רוב הכשלים באזור הכיפוף לא נגרמים מטעות אחת דרמטית, אלא מצירוף של כמה החלטות קטנות ולא מדויקות.
למה אזורי כיפוף נוטים להיכשל בצורה צפויה
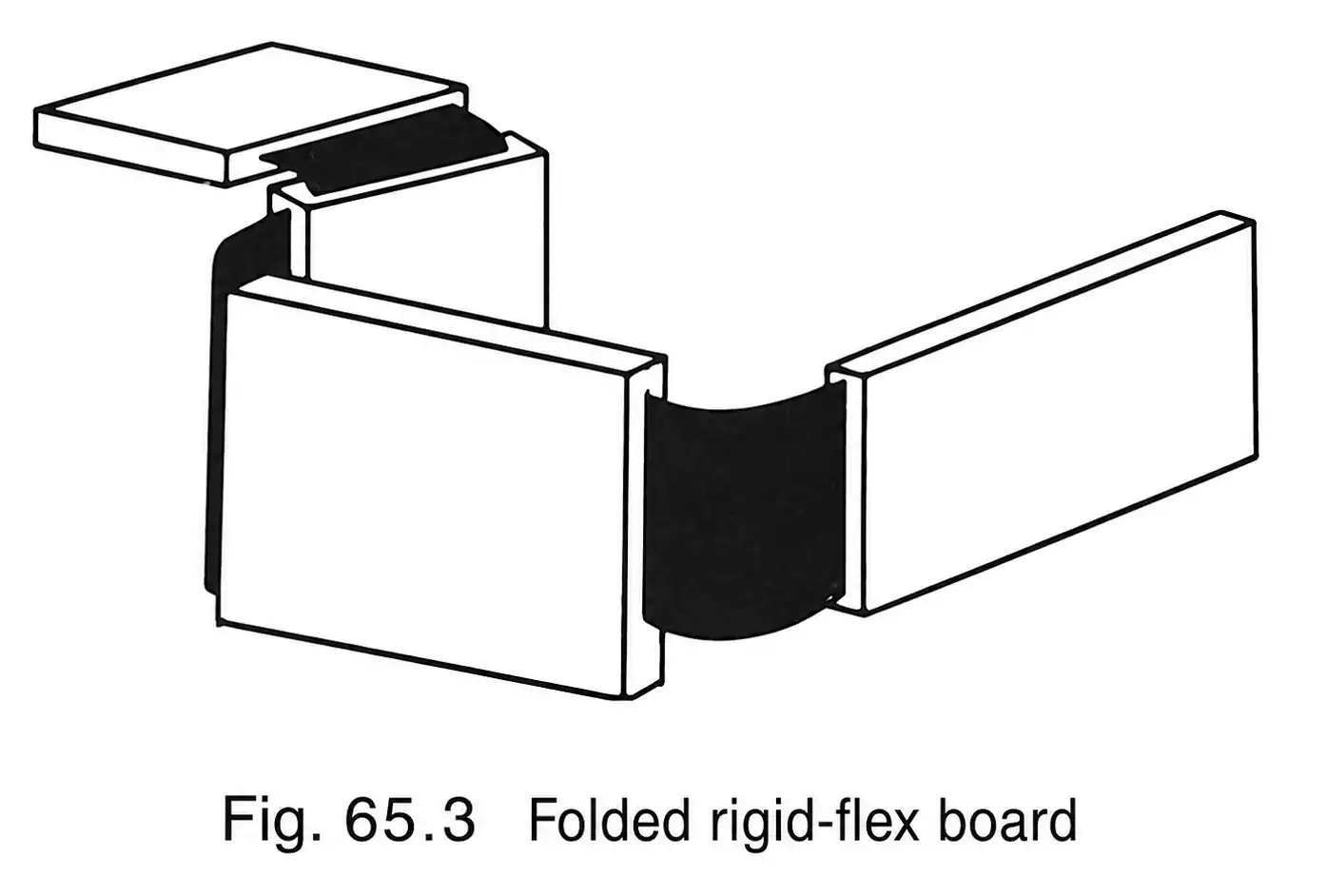
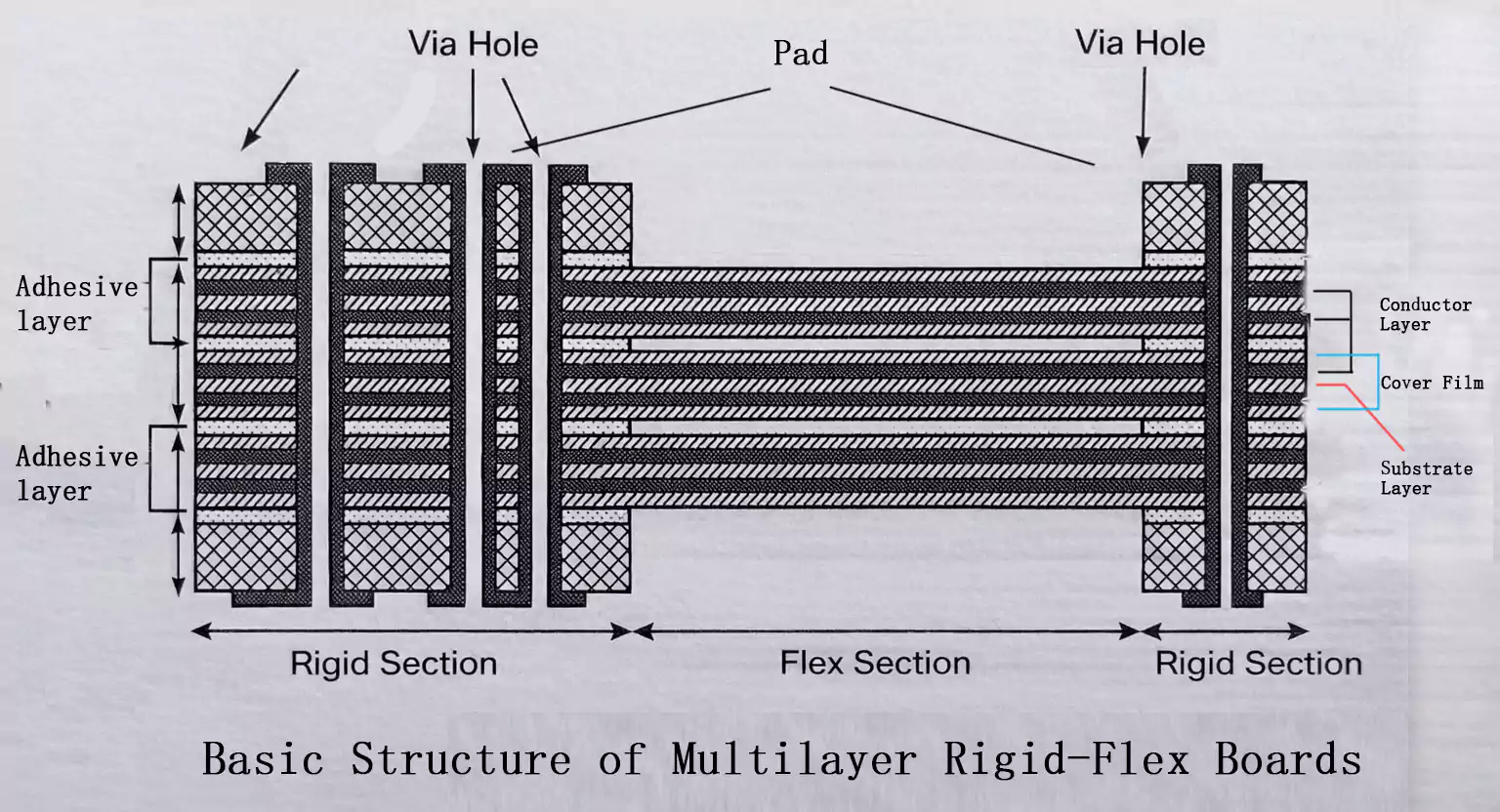
החלקים הקשיחים תומכים ברכיבים, מחברים ונקודות עיגון מכניות. החלקים הגמישים מאפשרים קיפול, תנועה וקישור תלת־ממדי. אזור הכיפוף נדרש לבצע את שני התפקידים במקביל, ולכן הוא פגיע יותר מאזור הולכה רגיל.
האזור המסוכן ביותר אינו רק קו הכיפוף עצמו. מדובר בקו הכיפוף ובתוספת אזור המעבר משני הצדדים, שם נפגשים חומרים קשיחים וגמישים, קצוות coverlay משתנים, ונוצרות לעיתים קפיצות חדות בקשיחות המקומית. לכן בתעשייה נהוג להתייחס לאזור הזה כאזור בקרה ייעודי גם בתכנון וגם בייצור.
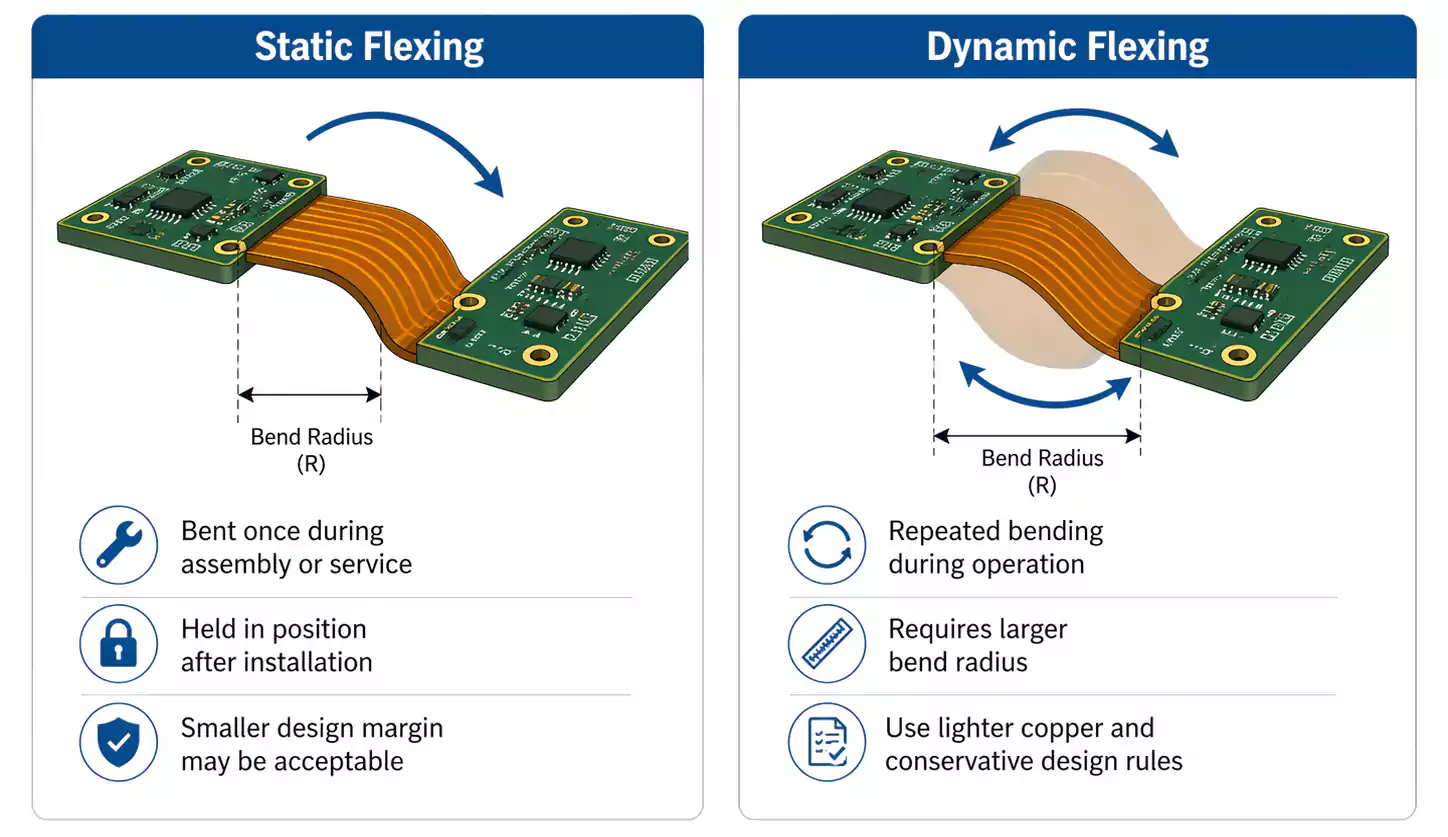
שלב 1: להגדיר אם מדובר בכיפוף סטטי או דינמי
לפני שקובעים רדיוס כיפוף או מסלולי ניתוב, צריך להבין איך האזור הגמיש יעבוד במוצר האמיתי.
| סוג הכיפוף | מה זה אומר | המשמעות לתכנון |
|---|---|---|
| כיפוף סטטי | הלוח מתכופף בזמן הרכבה או תחזוקה ואז נשאר במקומו | סלחני יותר מבחינה מכנית |
| כיפוף דינמי | הלוח מתכופף שוב ושוב בזמן העבודה | דורש תכנון שמרני יותר |
ביישומים דינמיים חייבים שליטה טובה יותר ברדיוס הכיפוף, בעובי הנחושת, בגיאומטריית המסלולים ובבחירת החומרים, משום שעייפות חומר הופכת למנגנון הכשל המרכזי.
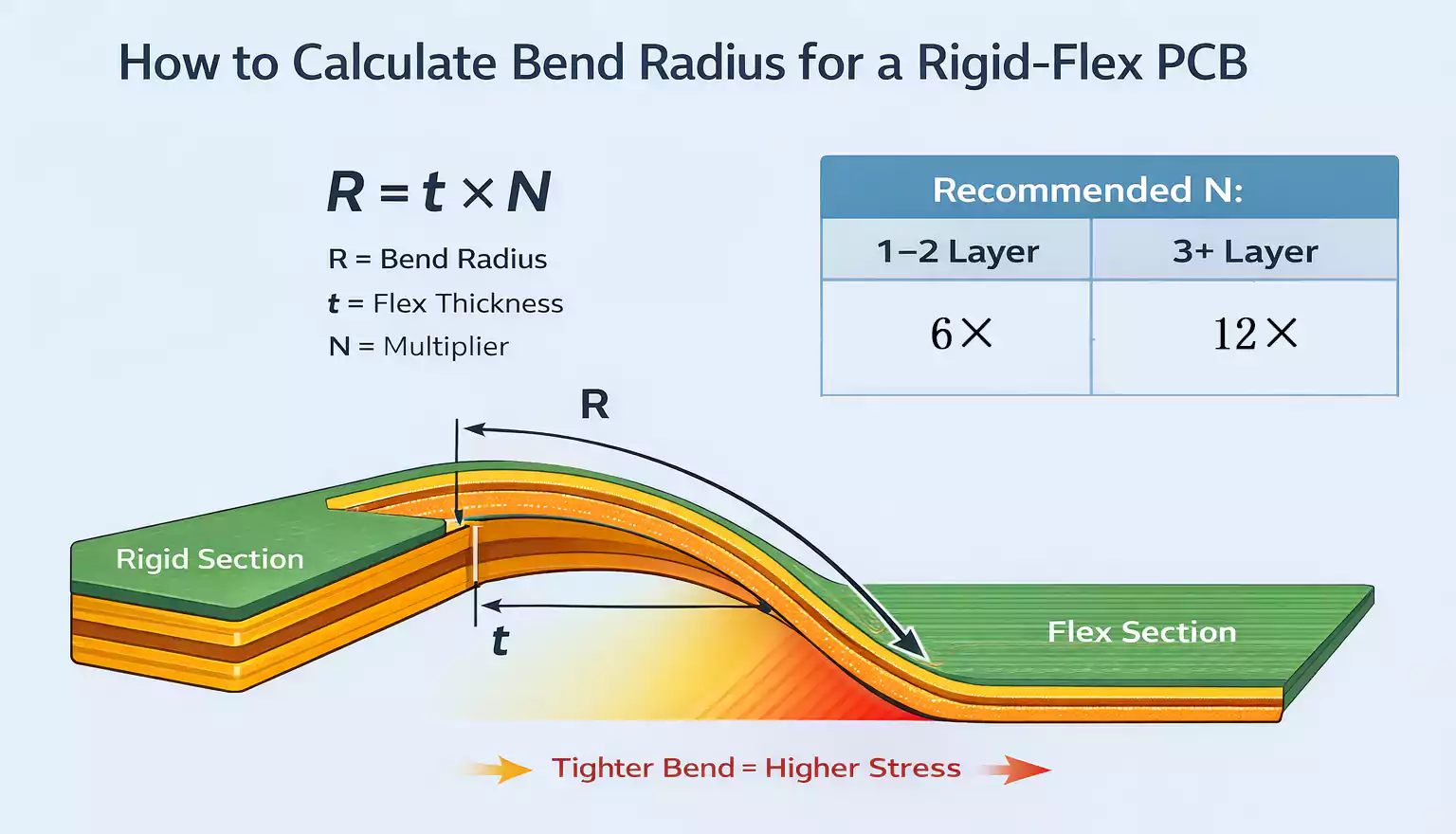
שלב 2: להתייחס לרדיוס הכיפוף כטווח, לא כאל מספר קשיח
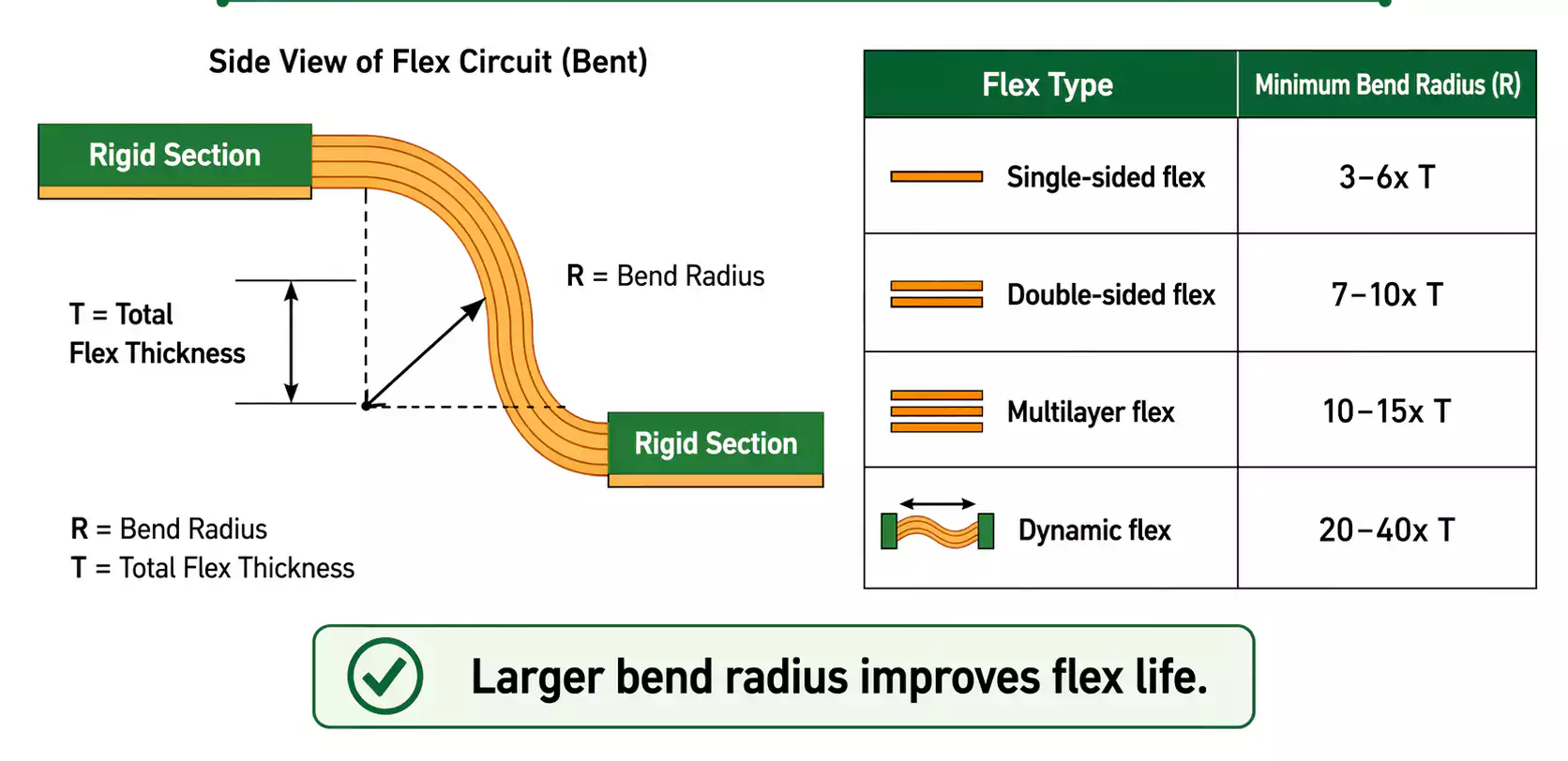
רדיוס הכיפוף המינימלי תלוי בכמה גורמים:
- העובי הכולל של החלק הגמיש
- מספר השכבות
- עובי הנחושת
- מספר מחזורי הכיפוף לאורך חיי המוצר
קווי הנחיה התחלתיים מקובלים
| מבנה | טווח התחלתי טיפוסי |
|---|---|
| Flex חד־צדדי | 3–6x מהעובי הכולל |
| Flex דו־צדדי | 7–10x מהעובי הכולל |
| Flex רב־שכבתי | 10–15x מהעובי הכולל |
| יישום דינמי | 20–40x מהעובי הכולל |
אלה ערכי אצבע נפוצים, ומתאימים לשלב ההתחלתי של התכנון.
קווים שמרניים יותר לייצור
| מקרה שימוש | נקודת מוצא שמרנית |
|---|---|
| סטטי, שכבה אחת | 6x מהעובי |
| סטטי, שתי שכבות | 12x מהעובי |
| סטטי, רב־שכבתי | 24x מהעובי |
| דינמי, מחזוריות גבוהה | עד 100x מהעובי |
ככל שההנחיות שמרניות יותר, כך רדיוס הכיפוף גדל, במיוחד ביישומים עם כיפוף חוזר.
מה באמת חשוב
רדיוס כיפוף גדול יותר בדרך כלל משפר את חיי הכיפוף. חומרים דקים יותר, פחות שכבות ונחושת קלה יותר גם משפרים את העמידות לאורך זמן.
ההיגיון ההנדסי כאן ברור: אם האזור הגמיש מספיק ארוך, והסרט והנחושת דקים מספיק, ייתכן שלא נדרשת התערבות מבנית מיוחדת. לעומת זאת, אזורי כיפוף קצרים הרבה יותר קשים לתכנון אמין.
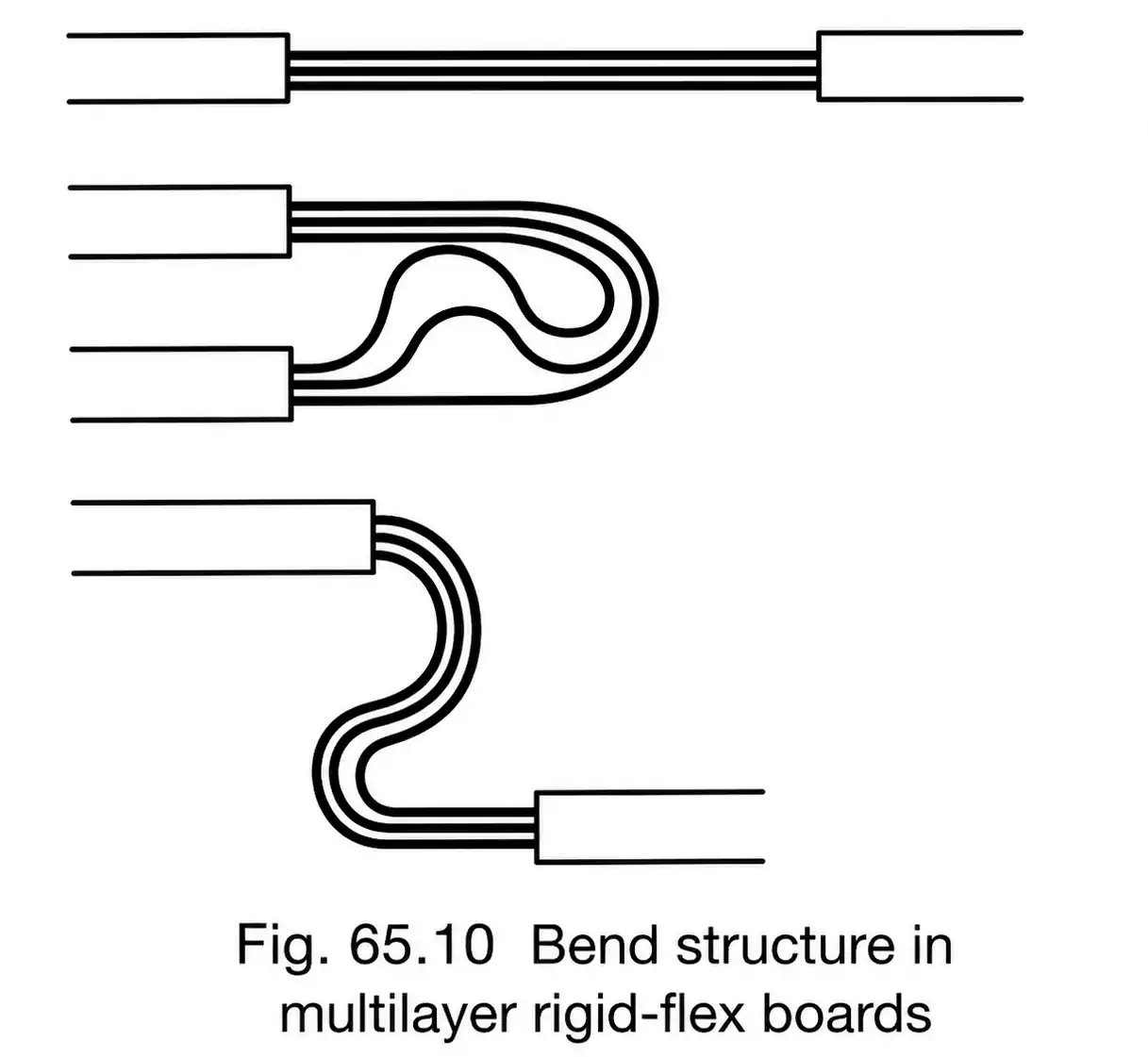
שלב 3: לתת לשכבות מקום לנוע בתוך אזור הכיפוף
באזור כיפוף, הבעיה האמיתית אינה רק כמה שכבות יש, אלא האם השכבות יכולות להתעוות בלי שכל המאמץ יתרכז באותן נקודות.
לפי החומר הטכני, הפרדה לא מודבקת בין שכבות גמישות משפרת את ביצועי הכיפוף, משום שהיא מאפשרת לכל שכבה לנוע באופן עצמאי יותר.
הסיבה לכך פשוטה: שכבות פנימיות וחיצוניות אינן עוברות בדיוק את אותו מסלול בזמן כיפוף. אם מכריחים כמה שכבות גמישות להיות באותו אורך בתוך אזור הכיפוף, המבנה נוטה להתקמט, לפתח מאמצים לא אחידים ולאבד אמינות לאורך זמן.
עיקרון תכנוני נכון
לאפשר לשכבות לספוג את המאמץ בהדרגה.
דפוס תכנון בעייתי
לאלץ את כל השכבות לאותה גיאומטריה ולצפות שהן יתנהגו אותו דבר.
שלב 4: זהירות מיוחדת באזורי כיפוף קצרים
קטעי flex ארוכים מסוגלים לפזר מאמצים בצורה טבעית. קטעים קצרים לא.
כאשר אזור הכיפוף קצר, יש פחות מקום “לבלוע” את הפערים בין השכבות. לכן אזורי כיפוף קצרים נוטים להיכשל מהר יותר ודורשים תכנון מבני מדויק יותר.
מתי מבנה Bookbinder עוזר
במקטעי כיפוף קצרים שדורשים אמינות גבוהה, מבנה Bookbinder עשוי לשפר את הביצועים. במבנה כזה, שכבות ה־flex נעשות ארוכות יותר בהדרגה מהפנים כלפי חוץ. כך נשמר ריווח אחיד יותר בזמן הכיפוף, והסיכון לקמטים ולמאמצים מקומיים קטן.
מה החיסרון
זהו מבנה מורכב יותר ופחות יעיל מבחינת ייצור, ולכן בדרך כלל מתאים יותר למוצרים שדורשים אמינות גבוהה מאשר למוצרי צריכה רגישים לעלות.
שלב 5: לבחור חומרים שבאמת מסוגלים לשרוד את הכיפוף
בחירת החומרים קובעת את גבול היכולת של אזור הכיפוף.
שתי דרישות בסיסיות מהחומר
- עמידות תרמית
- יציבות ממדית
נטיות חומר לפי סוג יישום
| סוג יישום | בחירת חומר אופיינית |
|---|---|
| מערכות אמינות גבוהה | סרטי פוליאימיד עבים יותר, לרוב מעל 50 µm |
| מוצרי צריכה דקים | דיאלקטרים דקים יותר, לרוב מתחת ל־50 µm |
פשרות אופייניות במערכות דבק
| בחירת חומר | יתרון | חיסרון |
|---|---|---|
| דבק אקרילי | חוזק הדבקה גבוה יותר | עמידות תרמית נמוכה יותר והתכווצות גבוהה יותר |
| דבק אפוקסי | עמידות תרמית טובה יותר | זמן הקשיה ארוך יותר והדבקה מעט חלשה יותר |
| חומר נחושת מצופה ללא דבק | ביצועים תרמיים טובים יותר, CTE נמוך יותר, מבנה סופי דק יותר | לעיתים דורש שליטה תהליכית הדוקה יותר |
ביישומים של כיפוף חוזר, נחושת דקה יותר בדרך כלל סלחנית יותר מנחושת עבה. לכן ביישומים דינמיים נהוג להעדיף נחושת קלה יותר.
שלב 6: לתכנן את המסלולים באזור הכיפוף להפחתת מאמצים
הניתוב באזור הכיפוף צריך להיראות יותר כמו תכנון מכני מאשר כמו ניתוב PCB רגיל.
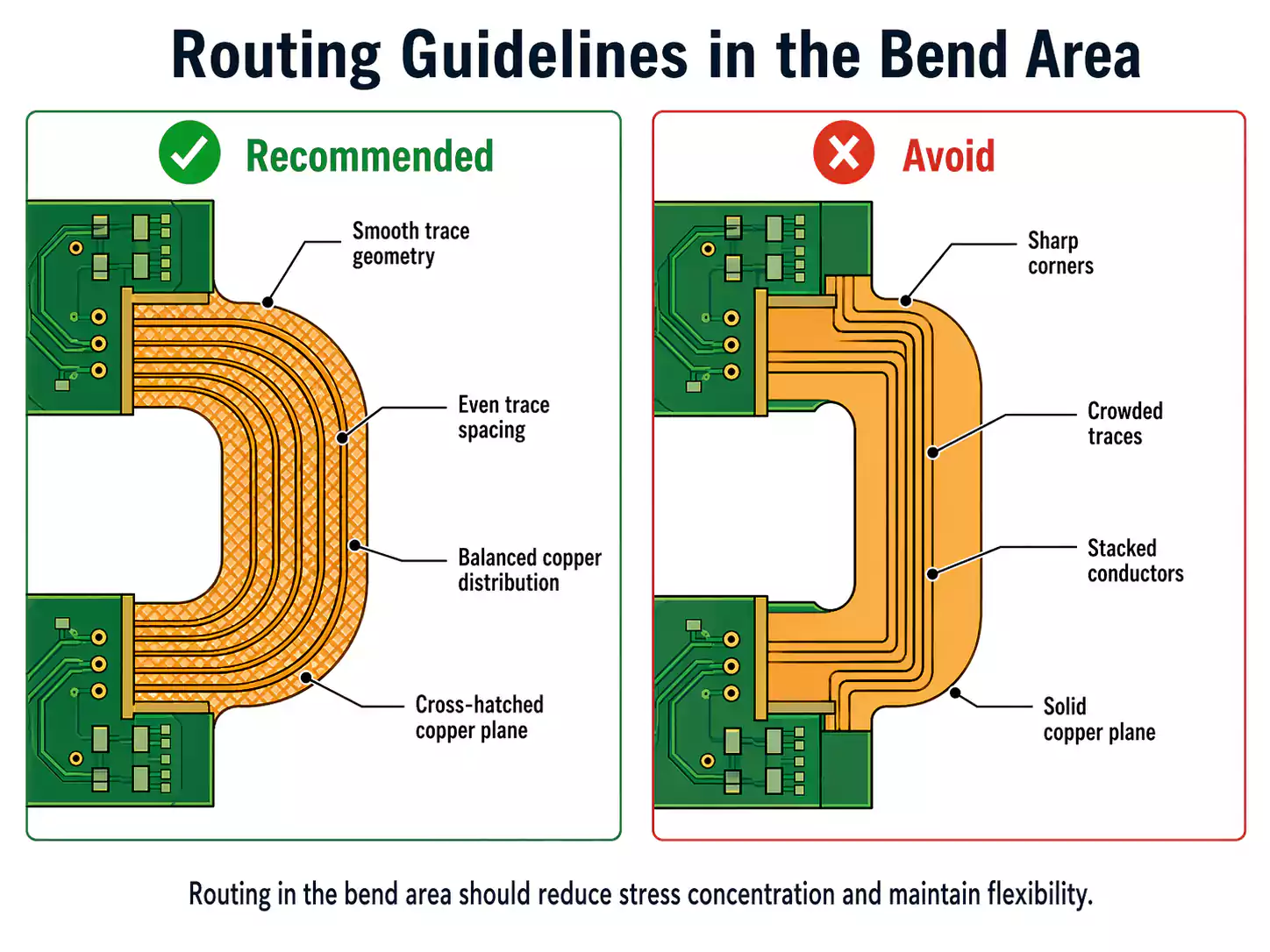
כללי אצבע טובים לניתוב דרך אזור כיפוף
- להשתמש בצורות מסלול חלקות
- להימנע מפינות חדות ומשינויי כיוון חדים
- לא לדחוס יותר מדי מסלולים לרצועה צרה אחת
- להימנע ככל האפשר מחפיפה ישירה של מוליכים בשכבות סמוכות
- לשמור על פיזור נחושת אחיד ככל האפשר באזור הכיפוף
גיאומטריה חלקה של מסלולים מפחיתה ריכוזי מאמץ ומשפרת את חיי הכיפוף.
למה זה חשוב
המטרה אינה רק להעביר מסלולים דרך החלק הגמיש. המטרה היא למנוע מהנחושת להיות החלק הראשון שנסדק באזור הכיפוף.
שלב 7: להרחיק אלמנטים קשיחים מאזור הכיפוף ומאזור המעבר
Vias, חורים מצופים, pads ורכיבים יוצרים שינויים מקומיים בקשיחות. באזור עם מאמץ גבוה, זה בדיוק מה שלא רוצים.
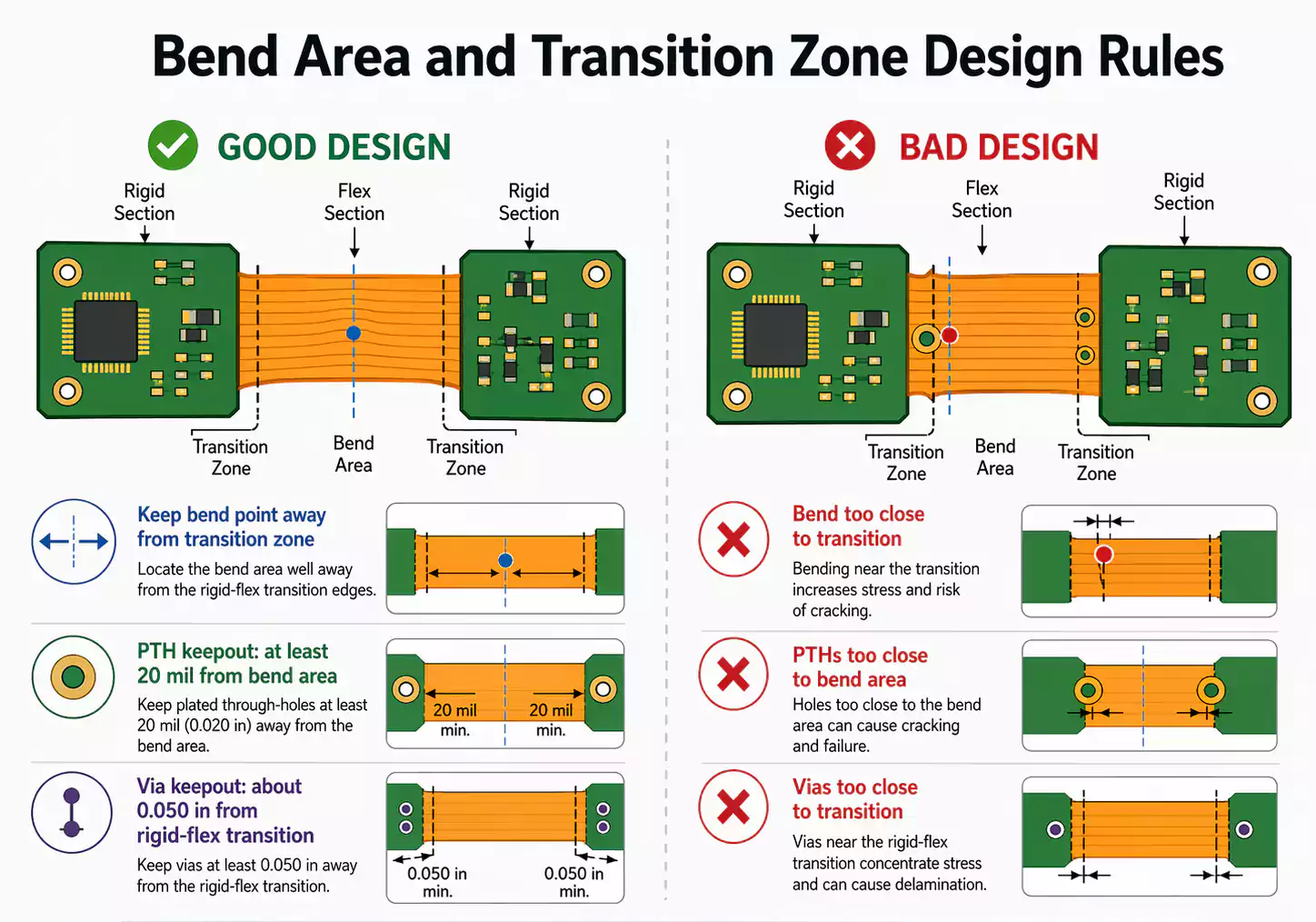
מרחקי Keepout נפוצים
| רכיב | מרחק טיפוסי |
|---|---|
| חור מצופה מאזור הכיפוף | לפחות 20 mil |
| Via מאזור המעבר rigid-flex | בערך 0.050 in |
| אלמנטים בשכבות חיצוניות מגבול המעבר | בערך 0.025 in או יותר |
ערכים אלה משמשים לרוב כנקודת פתיחה לבדיקת DFM.
כלל פרקטי
כדאי להתייחס אל אזור הכיפוף ואל אזור המעבר של rigid-flex כאזורי Keepout מוגדרים מראש כבר מתחילת ה־layout.
שלב 8: לא להניח שנחושת מלאה תמיד עדיפה
מישור נחושת מלא יכול לשפר התנהגות חשמלית בלוח קשיח, אבל באזור גמיש הוא גם עלול להקשיח את המבנה יותר מדי.
לכן קווי הנחיה רבים לתכנון אזורי כיפוף מעדיפים נחושת מוצלבת (cross-hatched copper) כאשר נדרש מישור ייחוס בחלק הגמיש.
דפוס התחלה נפוץ
| פרמטר | ערך טיפוסי |
|---|---|
| רוחב הקו בהצלבה | 0.015 in |
| מרווח בין הקווים | 0.025 in |
פתרון כזה משפר גמישות, אבל גם עלול לשנות את מסלול זרם החזרה, את יציבות העכבה ואת ביצועי ה־EMI. לכן בתכנונים מהירים יש לבחון את דפוס המישור גם מבחינה מכנית וגם מבחינה חשמלית.
שלב 9: פרטי הייצור חשובים לא פחות מה־layout
אזור כיפוף יכול להיראות מצוין ב־CAD ועדיין להיכשל אם תהליך הייצור לא תומך בו נכון.
בקרות ייצור חשובות
- מוליכים באזור הגמיש מכוסים ב־coverlay
- שכבות bonding נפתחות באזור הגמיש כדי שלא יגבילו את הכיפוף
- האזורים הקשיחים החיצוניים חייבים להיות מוסרים לאחור או מעובדים בעומק מבוקר מעל אזור הכיפוף
- למינציה בוואקום ותמיכת לחץ נכונה מסייעות לשמור על הדבקה אחידה
- ייבוש מוקדם לפני למינציה, טיפול פלזמה וקידוח מסייעים בהוצאת לחות ובהעלאת האמינות
השורה התחתונה
גם תכנון טוב של bend zone עלול להיכשל אם תהליך הייצור מתייחס אליו כמו אל PCB קשיח רגיל.
שלב 10: חורים מצופים ליד אזור הכיפוף מעלים את רמת הסיכון
כאשר חיבורים מצופים נמצאים קרוב לאזור הכיפוף, האתגר כבר אינו רק מכני. אמינות החור עצמו הופכת לחלק מהבעיה.
לפי החומר הטכני, תהליך permanganate desmear קונבנציונלי עלול להזיק למבנים שמשתמשים במערכות דבק אקריליות, בעוד שטיפול פלזמה מתאים בדרך כלל יותר ל־rigid-flex.
המלצות חשובות
- נחושת בדופן החור מעל 25 µm ביישומי אמינות גבוהה
- ובחלק מהמקרים הקשורים ל־IPC, מעל 35 µm
- Positive etchback של בערך 13 µm לשיפור איכות החיבור לשכבות הפנימיות
מה זה אומר בפועל
אם יש חורים קרוב לאזור הכיפוף, התכנון חייב לעמוד גם במאמץ הכיפוף וגם במאמץ של החיבור המצופה.
סדרי העדיפויות באזור הכיפוף משתנים לפי סוג המוצר
לא כל מוצר rigid-flex דורש אותה אסטרטגיית כיפוף.
מערכות תעופה ותעשייה באמינות גבוהה
במקרים אלה בדרך כלל מעדיפים יציבות ארוכת טווח על פני צפיפות מקסימלית. לכן נוטים להשתמש בגיאומטריות שמרניות יותר, בחורים מצופים עבים יותר ובמבנים חזקים יותר.
יישומי HDI תעשייתיים ורפואיים
כאן צריך להשיג גם צפיפות גבוהה וגם אמינות גבוהה. לכן אזור הכיפוף הופך למאתגר יותר. מאפיינים אופייניים:
- מרווחי קווים מתחת ל־100 µm
- קטרי חורים מתחת ל־100 µm
- חומרי פוליאימיד דקים מאוד עם נחושת וללא דבק
מוצרי צריכה
כאן הדגש הוא על חומרים דקים, פחות שכבות, אריזה קומפקטית ועלות נמוכה. לכן תכנון אזור הכיפוף צריך לתמוך ביכולת הייצור לא פחות מאשר באמינות.
שאלות נפוצות
איך קובעים את רדיוס הכיפוף המינימלי ב־Rigid-Flex PCB?
נקודת פתיחה נפוצה היא להתבסס על העובי הכולל של החלק הגמיש:
- בערך 3–6x ל־single-sided flex
- 7–10x ל־double-sided flex
- 10–15x ל־multilayer flex
- 20–40x ליישומים דינמיים
מה ההבדל בין כיפוף סטטי לכיפוף דינמי?
כיפוף סטטי מתבצע פעם אחת בזמן הרכבה או שירות ואז נשאר במקומו.
כיפוף דינמי מתרחש שוב ושוב בזמן פעולה, ולכן דורש תכנון שמרני יותר.
בכמה צריך להגדיל את רדיוס הכיפוף ביישומים דינמיים?
יישומים דינמיים דורשים לעיתים קרובות לפחות 20–40x מעובי ה־flex. יישומים עם מספר מחזורים גבוה עלולים לדרוש רדיוסים גדולים עוד יותר.
האם אפשר למקם vias בתוך אזור הכיפוף או לידו?
עדיף להימנע מכך ככל האפשר. כלל אצבע נפוץ:
- חורים מצופים במרחק של לפחות 20 mil מאזור הכיפוף
- vias במרחק של כ־0.050 in מאזור המעבר של rigid-flex
למה צריך להימנע מפינות חדות בניתוב באזור הכיפוף?
מסלולים חלקים מחלקים את המאמץ בצורה אחידה יותר. פינות חדות ושינויי כיוון פתאומיים יוצרים ריכוזי מאמץ שמקטינים את חיי הכיפוף.
האם עדיף להשתמש בנחושת מלאה או בנחושת מוצלבת באזור הכיפוף?
אם נדרש מישור בחלק הגמיש, לרוב מעדיפים נחושת מוצלבת, משום שהיא מפחיתה קשיחות ומשפרת גמישות.
כמה פעמים מעגל גמיש יכול להתכופף לפני שהוא נכשל?
אין מספר קבוע אחד. חיי הכיפוף תלויים ב:
- האם היישום סטטי או דינמי
- בחירת החומרים
- עובי הנחושת
- גיאומטריית הניתוב
- רדיוס הכיפוף
מה הגורמים הנפוצים ביותר לכשל באזור הכיפוף?
גורמים שכיחים כוללים:
- רדיוס כיפוף קטן מדי
- חופש תנועה לא מספיק בין השכבות
- vias או רכיבים קרובים מדי לאזור הכיפוף
- יותר מדי נחושת מלאה
- חומרים לא מתאימים
- תהליכי ייצור שאינם תומכים היטב במבנה הגמיש
סיכום
אזור כיפוף לא צריך להיות מתוכנן רק כדי לשרוד את הכיפוף הראשון. הוא צריך להיות מתוכנן כדי לשרוד את חיי המוצר האמיתיים.
כלומר:
- להגדיר מראש אם מדובר ב־כיפוף סטטי או דינמי
- לבחור רדיוס כיפוף שמתאים לעובי ולחיי השירות
- לתת לשכבות מספיק חופש תנועה מכני
- להרחיק אלמנטים קשיחים מאזור הכיפוף
- לבחור חומרים שעמידים גם לחום וגם לתנועה
- לוודא שתהליך הייצור תומך במבנה הגמיש במקום לעבוד נגדו
ככל שמקבלים את ההחלטות האלה מוקדם יותר, כך קל יותר לייצר את הפרויקט בצורה אמינה. ב־FastTurn PCB, אמינות אזור הכיפוף מתחילה בהתאמה מוקדמת בין כוונת התכנון לבין מציאות הייצור.
