


רוב חומרי הגלם למעגלים מודפסים (PCB) עדיין מיוצרים בשיטות מסורתיות. בשנים האחרונות החלו יצרנים לבחון טכניקות חדשות שמטרתן להוזיל עלויות, לשפר את ביצועי החומרים – או שניהם יחד. תהליכי הייצור של לוחות למינציה מצופי נחושת ושל Prepreg (נקרא גם יריעות הדבקה או יריעות חצי-מגוּעלות) עבור מעגלים רב-שכבתיים דומים בדרך כלל זה לזה.
תהליכי ייצור מסורתיים
איור 3.6 מציג את תרשים הזרימה המסורתי הכולל. ניתן לחלקו לשני חלקים: ייצור Prepreg וייצור למינציה. ה-Prepreg מכונה גם “שלב B”, בעוד שהלמינציה מכונה לעיתים “שלב C”. מונחים אלה מתארים את דרגת הפולימריזציה/הגְּבוּל של מערכת השרף.
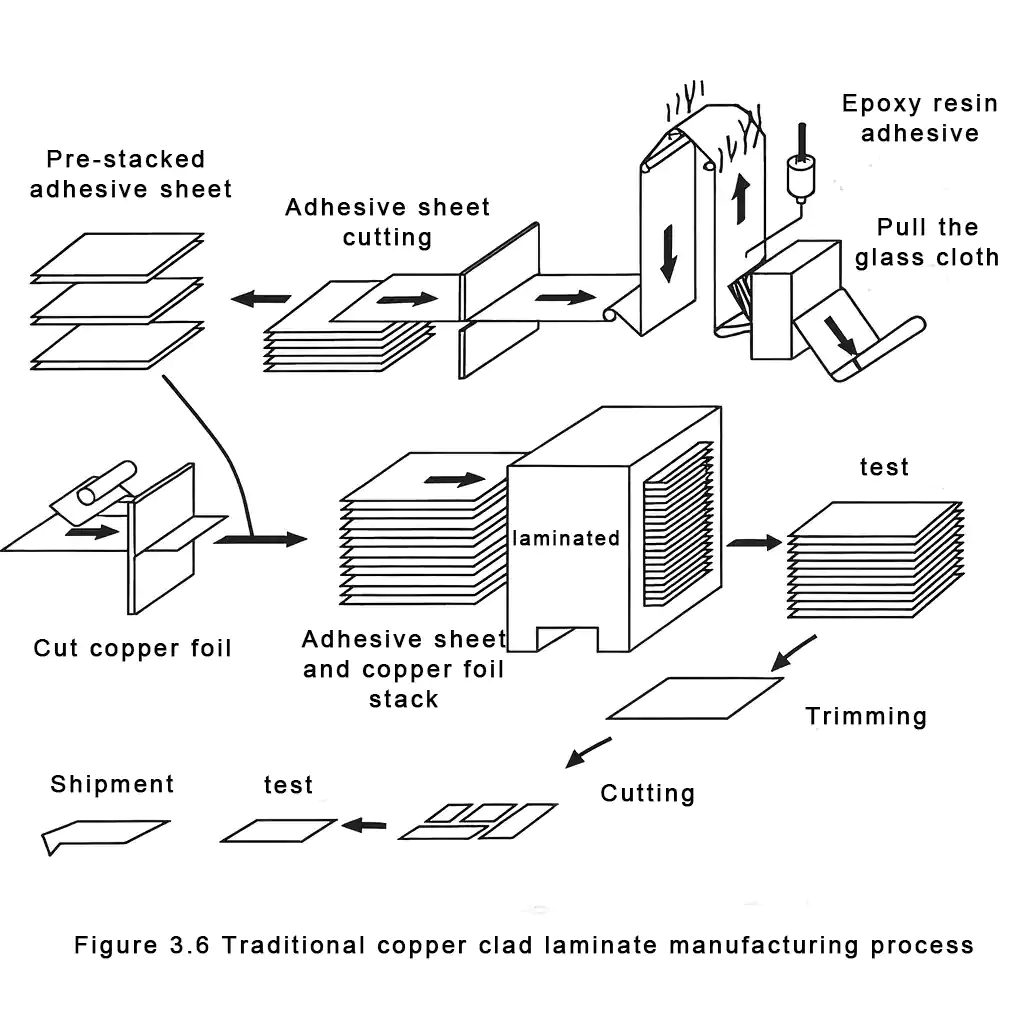
- שלב B (B-stage): מצב גְּבוּל חלקי; בטמפרטורה מוגברת השרף מתרכך/נמס וממשיך בפולימריזציה.
- שלב C (C-stage): מצב “מגוּעַל לגמרי”. (בפועל, כמעט אף פעם לא מושג גְּבוּל של 100%; “גמר” פירושו שרוב קבוצות התגובה נחתכו/הצטלבו, כך שהשרף לא ימשיך להתרפא גם בטמפרטורות גבוהות יותר).
ייצור Prepreg (יריעות הדבקה)
ברוב התהליכים, הצעד הראשון הוא החלת שרף על חומר החיזוק הנבחר – לרוב בד זכוכית ארוג. גלילי בד הזכוכית (או חיזוקים אחרים) עוברים דרך קו ציפוי, המכונה בדרך כלל Treater או קו אימפרגנציה (Impregnation).
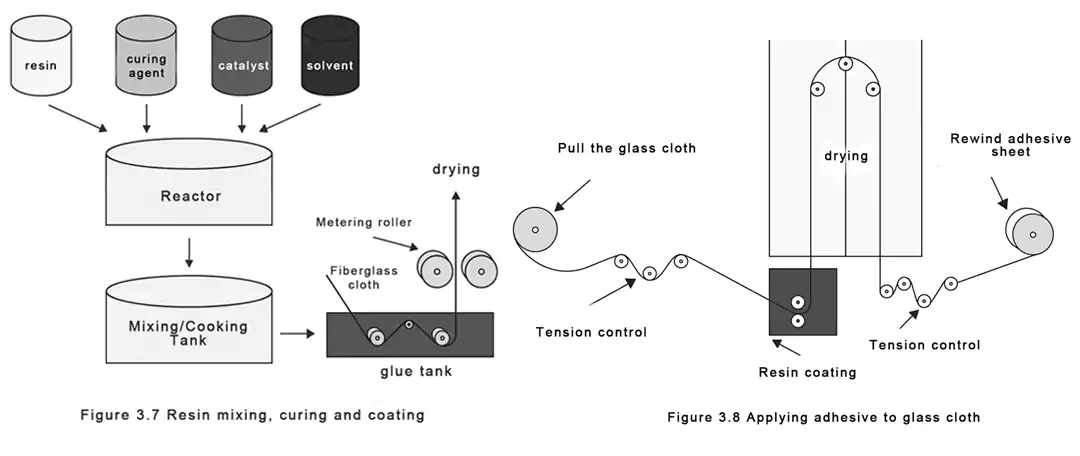
כפי שמוצג באיור 3.7, השרף ושאר רכיבי הנוסחה מעורבבים ומבשילים בריאקטור לפני הציפוי. בתהליך הטיפול (איור 3.8) עובר בד הזכוכית דרך אמבט שרף, וגלילי מינון מדויקים שולטים בעובי לאחר הציפוי כדי להבטיח שהשרף חודר לגמרי אל הרווחים בין צרורות הזכוכית (ראו איור 3.9).
לאחר מכן, הבד המצופה שרף עובר סדרת אזורי חימום לייבוש. בדרך כלל משתמשים בהסעת אוויר מאולצת במהירות גבוהה, באינפרה-אדום, או בשילוב של השניים. באזור הטמפרטורה הראשון מתאדים הממסים שבנוסחת השרף. באזורים הבאים השרף מתרפא באופן חלקי, עד להגעה לשלב B. לבסוף, ה-Prepreg המוגמר נלף חזרה לגלילים או נחתך לגיליונות.
בקרות תהליך עיקריות:
- נוסחת השרף: שליטה בריכוזי המרכיבים כדי לשמור על צמיגות השרף בתוך חלון העיבוד המותר.
- טיפול ברצועה (Web Handling): שמירה על מתח יציב לאורך הקו; מניעת סיבוב או עיוות של צרורות הזכוכית.
- מאפיינים קריטיים: שליטה ביחס שרף-לזכוכית (תכולת השרף), בדרגת הגְּבוּל (זמן ג'ל), ובניקיון/מניעת זיהומים זרים ב-Prepreg.
מכיוון שהשרף מגוּעַל חלקית בלבד, יש לשלוט בקפדנות בטמפרטורת האחסון ובלחות. הטמפרטורה משפיעה על המשך ההתרפאות, מה שמקרין על ביצועי הלמינציות או המעגלים הרב-שכבתיים הבאים. לחות מפריעה למקשים ולמאיצים ומקלקלת את תהליך הלמינציה. מים נספגים עלולים ליצור חללים או דלמינציה (Delamination) בלמינציה או במעגל הרב-שכבתי המוגמר.
ייצור למינציות (לוחות מצופי נחושת)
ייצור למינציה מצופת נחושת מתחיל ב-Prepreg. משלבים Prepreg-ים עם סגנונות זכוכית ותכולות שרף שונים יחד עם יריעות נחושת בדרגות מוגדרות ליצירת הלמינציה. תחילה חותכים למידה את ה-Prepreg ואת יריעות הנחושת (איור 3.10 מציג גזירה אוטומטית של יריעת נחושת).

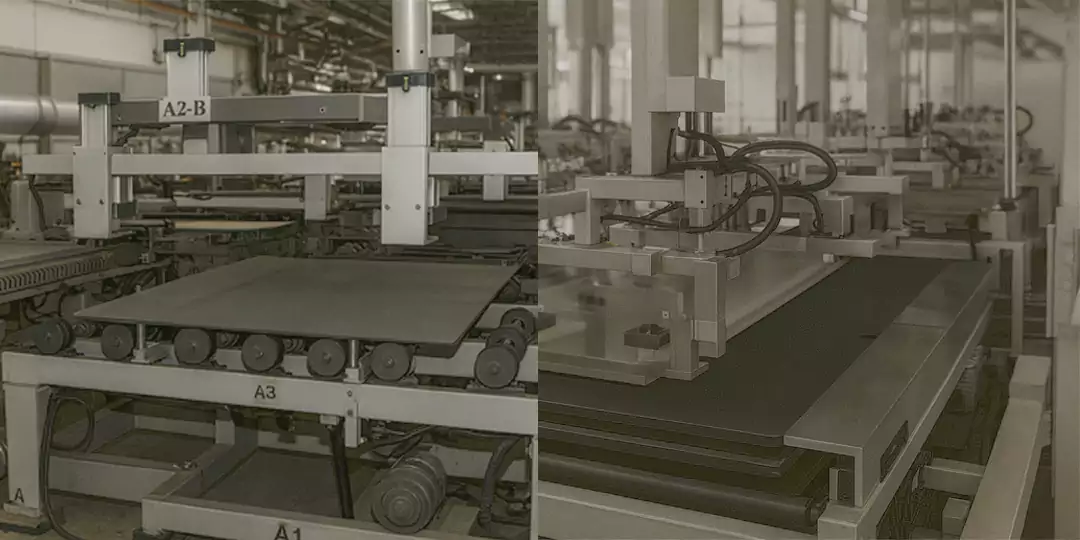
לאחר מכן, שׂוֹרְגִים את החומרים ברצף הנכון כדי לבנות את הלמינציה הרצויה. כפי שמודגם באיורים 3.11 ו-3.12, תהליכים אוטומטיים מרכיבים מראש את ה-Prepreg ואת יריעות הנחושת לפני הלמינציה. את ה“סנדוויצ'ים” המורכבים מראש מערימים זה על זה ומפרידים ביניהם באמצעות לוחות נירוסטה, אלומיניום או חומרים אחרים. את המערומים טוענים לפרס למינציה רב-פתחים (איורים 3.13 ו-3.14), שבו מופעלים לחץ, חום וּוָקוּם. בגלל שונות במערכות השרף, בדרגת שלב B ובגורמים נוספים, פרמטרי הלחיצה ומחזורי העבודה משתנים מחומר לחומר.
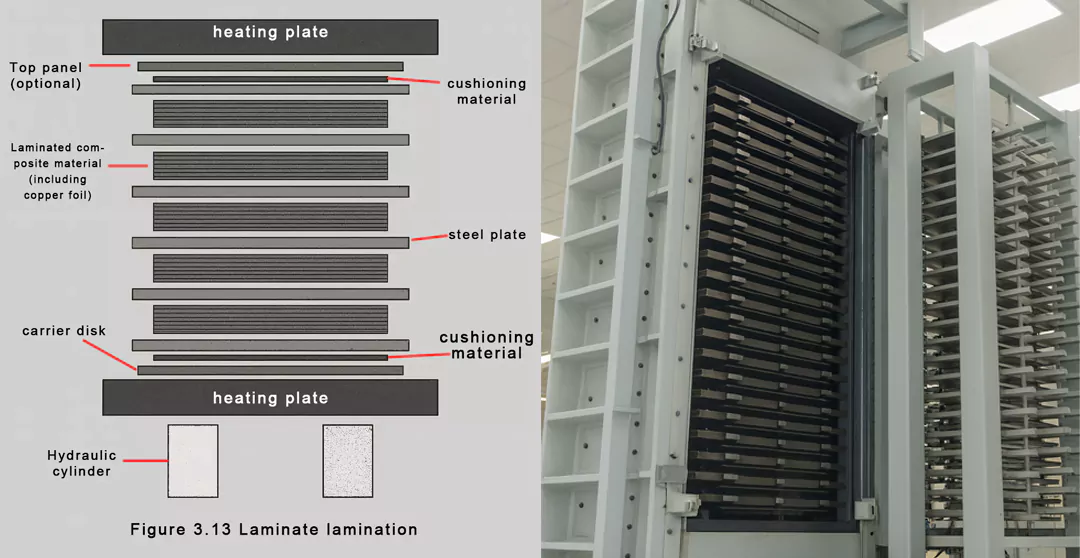
בפרס ישנן מספר פלטות חימום המחוממות באמצעות קִיטוֹר, שמן תרמי או גופי חימום חשמליים.
בקרות קריטיות בלמינציה:
- ניקיון: כדי לקבל מראה טוב ולהימנע מחלקיקים כלואים, יש לשמור על חדרים נקיים ועל לוחות מפרידים נקיים.
- פרופיל תרמי/לחץ: שליטה בקצב ההתחממות ובלחץ כדי שהשרף יזרום כראוי ויבלֵּע/יבליט את הזכוכית; שליטה בקצב הקירור כדי לצמצם קימור (Bow) ופיתול (Twist).
- שהייה מעל Tg/בטמפרטורת שיא: הזמן מעל טמפרטורת ההתרפאות של השרף קובע את דרגת ההתרפאות הסופית. (Tg = טמפרטורת המעבר הזכוכיתי).
אף שהסקירה לעיל קצרה, גורמים רבים ושזורים משפיעים על איכות וביצועי הלמינציה הסופית. שינוי של פרמטר אחד עלול להשפיע על אחרים; לכן התאמות תהליך מחייבות לעיתים שינויים מתואמים במקומות נוספים. בקיצור, ייצור Prepreg ולמינציה מורכב יותר מכפי שהוא נראה במבט ראשון.
למינציה בחימום בזרם ישר (DC) או בחימום רציף דרך יריעה
תהליכי חימום רציף של מתכת או חימום בזרם ישר (DC) מהווים שיטה חלופית לייצור למינציות מצופות נחושת (איור 3.15), וניתן להשתמש בהם גם עבור מצעים דקים למעגלים מודפסים. השיטה עדיין מסתמכת על Prepreg, אך שלבי ההרכבה המוקדמת והלחיצה שונים.

בשיטה זו משתמשים ביריעות נחושת בגלילים במקום ביריעות חתוכות. צד אחד של היריעה נוגע ב-Prepreg, בעוד הצד האחר נותר מגולגל. לאחר פריסת ה-Prepreg מניחים יריעת נחושת בצד הנגדי ליצירת פאנל למינציה. שתי יריעות נחושת בגלילים – ייתכן שבדרגות שונות – יכולות להיקשר לשני צידי הפאנל בו-זמנית, כשביניהן לוחות אלומיניום אנודי. את הערימות לוחצים תחת חום, לחץ וּוָקוּם. שלא כמו בלמינציה הסטנדרטית, מזרימים זרם ישר דרך הנחושת כדי לשלוט באופן מדויק בחימום.
תהליכי למינציה רציפה
תהליכי למינציה רציפה פותחו במשך שנים רבות. הלמינציה הדַּפִּית המסורתית משתמשת ב-Prepreg וביריעות נחושת בצורת גיליונות, שמורכבים מראש ונלחצים לפאנלים נפרדים. לעומתה, הלמינציה הרציפה מזינה Prepreg מגולגל (או בד זכוכית) יחד עם יריעת נחושת מגולגלת דרך למינטור אופקי.
ישנן שתי וריאציות:
- התחלה מ-Prepreg מגולגל: פורשים Prepreg בשלב B ויריעת נחושת, משלבים לסנדוויץ' רציף, ומזינים ללמינטור.
- התחלה מבד זכוכית גולמי: פורשים בד זכוכית בלתי מטופל, מֵאֱמְפְרְגְּנִים (משרָיִּים) אותו על הקו, ואז משלבים עם יריעת נחושת נפרשת ברציפות ליצירת סנדוויץ' המוזן ישירות ללמינטור.
לאחר הלמינציה ניתן לחתוך את הלמינציה הרציפה לגיליונות. למינציות דקות אפשר גם ללפות חזרה לגלילים כיריעות מצופות נחושת. מגבלת התהליכים הרציפים היא שהם מתאימים במיוחד לייצור בנפחים גבוהים ובמגוון דגמים קטן; החלפות מוצר תכופות לסדרות קטנות הן מורכבות ופחות יעילות.
סיכום
ייצור למינציות ו-Prepreg הוא מפתח לייצור אמין של מעגלים מודפסים. שליטה קפדנית בנוסחת השרף, השריית/הטמעת בד הזכוכית, וניהול הלמינציה מספקים תוצאות חשמליות, מכאניות ותרמיות עקביות, וכך מתקבלים לוחות למינציה מצופי נחושת איכותיים לאלקטרוניקה מודרנית.
