

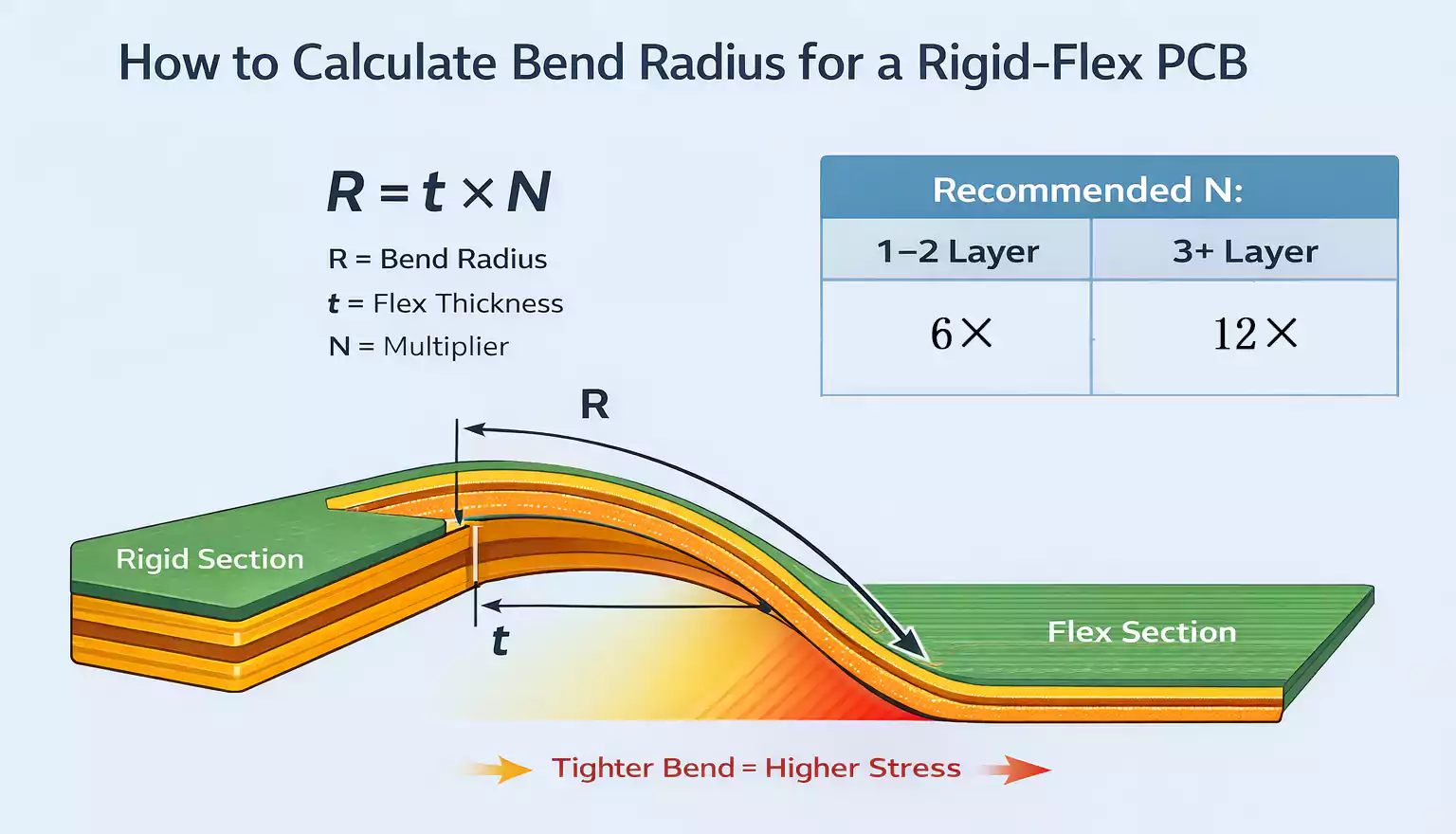
Beim Design von Rigid-Flex-PCBs ist der Biegebereich der Teil der Konstruktion, der am häufigsten zu Ausfällen neigt. Die Zuverlässigkeit beim Biegen wird vor allem durch die Gesamtdicke des flexiblen Bereichs, die Lagenzahl sowie die Art derBiegeanwendung bestimmt. Ist der Biegeradius zu klein, steigt das Risiko für Kupferrisse, hohe Lagenspannungen und einen frühzeitigen Ausfall der elektrischen Verbindungen deutlich.
Bei FastTurn PCB beginnt ein zuverlässiges Rigid-Flex-Design mit dem richtigen Zusammenspiel von Biegeradius, Layout des Biegebereichs und der Übergangszone. Das sind keine voneinander getrennten Prüfpunkte, sondern zusammenhängende Designentscheidungen, die von Anfang an gemeinsam geplant werden müssen.
Die wichtigsten Punkte auf einen Blick
- Zuerst den Anwendungsfall festlegen: Statische und dynamische Biegung folgen nicht denselben Designgrenzen.
- Der minimale Biegeradius sollte als Designbereich verstanden werden, nicht als universeller Einzelwert.
- In mehrlagigen flexiblen Bereichen ist die Bewegungsfreiheit der Lagen wichtiger als die reine Lagenzahl. Ungebundene Trennung und gestufte Strukturen können die Biegezuverlässigkeit deutlich verbessern.
- Vias, durchkontaktierte Bohrungen, Pads und Bauteile sollten möglichst aus dem Biegebereich sowie aus der Rigid-Flex-Übergangszone herausgehalten werden.
- Ausfälle im Biegebereich entstehen meist nicht durch einen einzelnen großen Fehler, sondern durch mehrere kleine, ungünstige Designentscheidungen.
Warum Biegebereiche vorhersehbar ausfallen
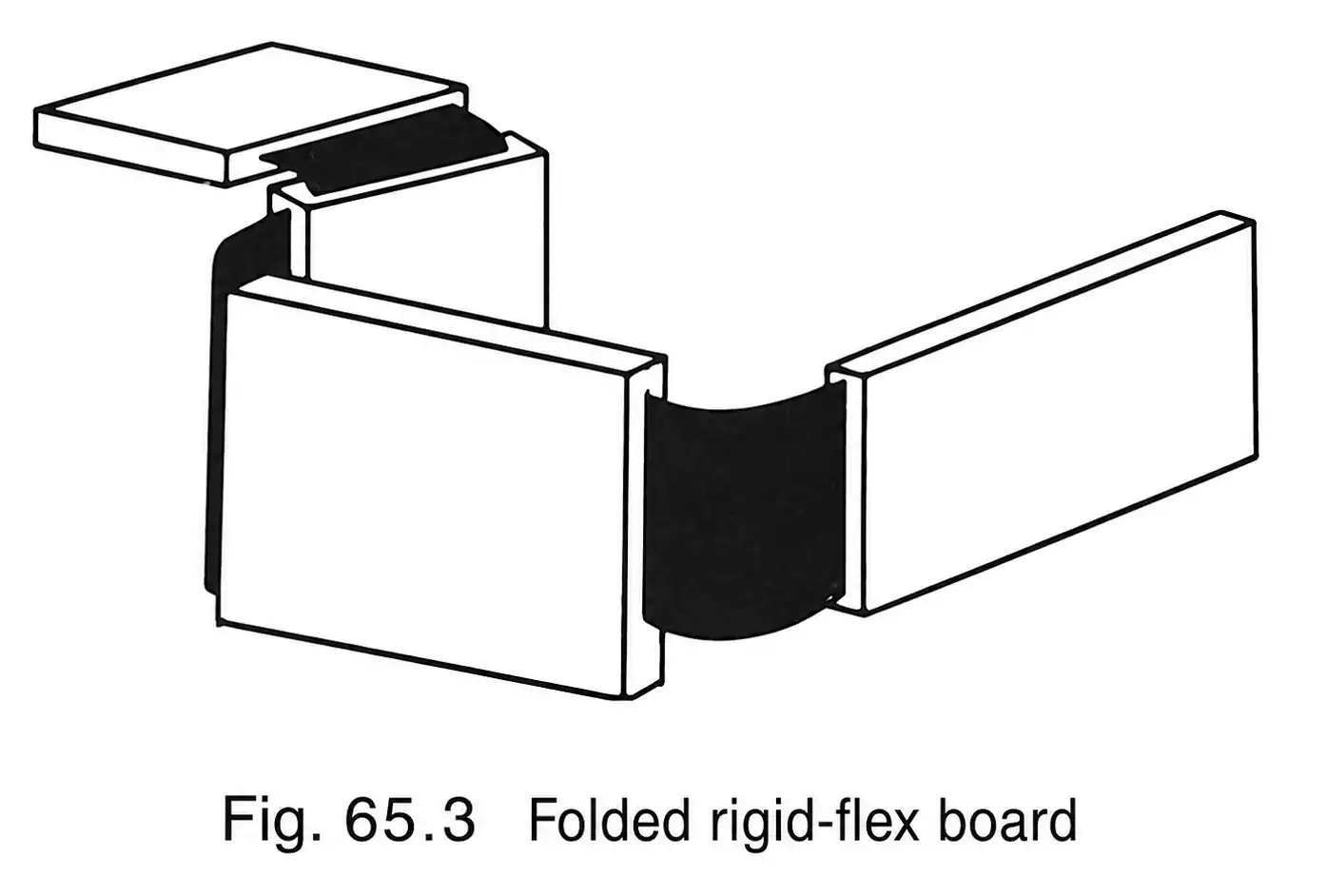
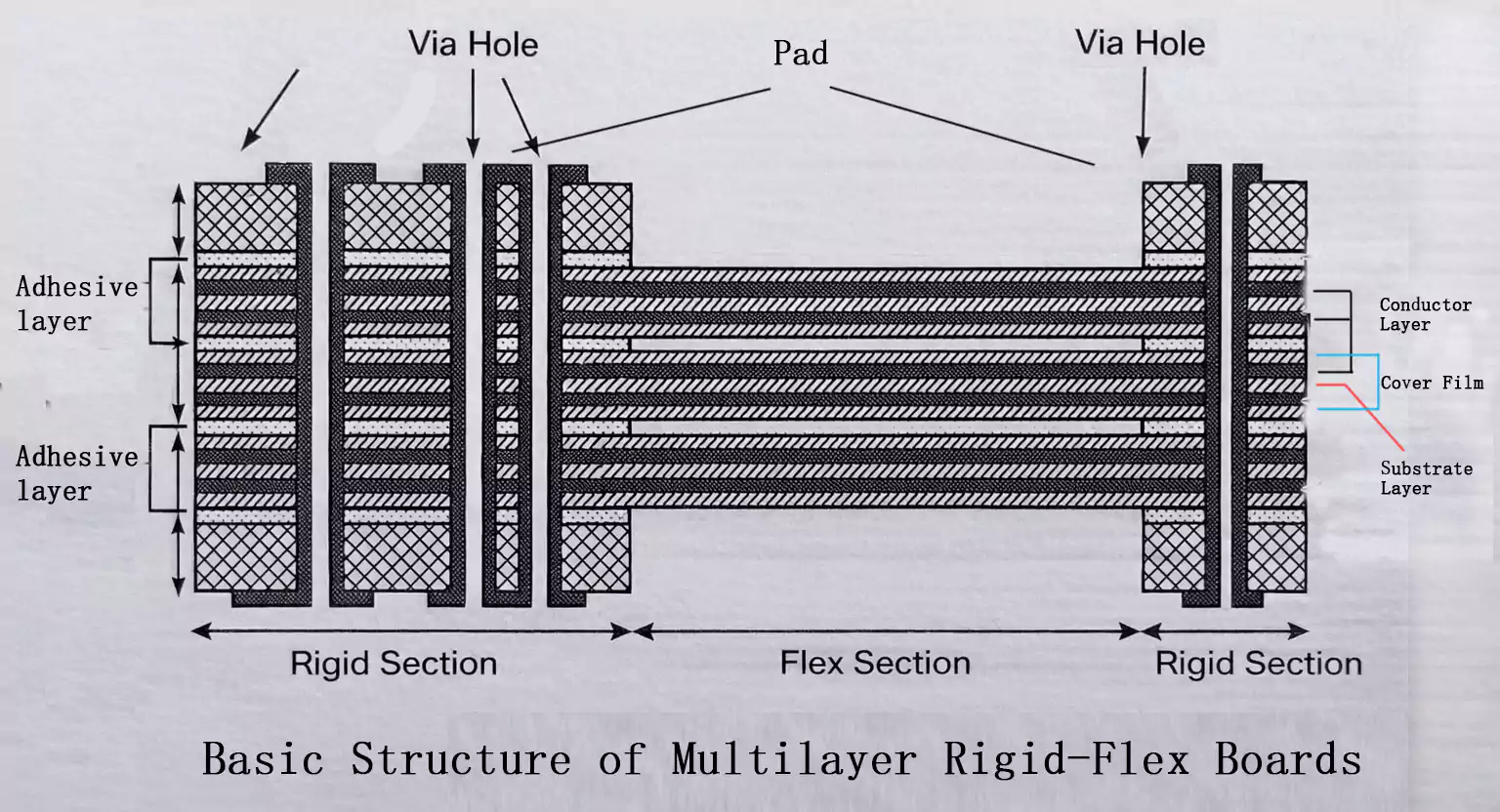
Die starren Bereiche tragen Bauteile, Steckverbinder sowie mechanische Befestigungen. Die flexiblen Bereiche ermöglichen Falten, Bewegung und dreidimensionale Verbindungen. Der Biegebereich muss beides gleichzeitig leisten und ist deshalb wesentlich empfindlicher als ein normaler Leiterbahnabschnitt.
Der kritischste Bereich ist nicht nur die eigentliche Biegelinie. Es ist die Biegelinie plus die Übergangszone auf beiden Seiten, also dort, wo starre und flexible Materialien aufeinandertreffen, Coverlay-Kanten wechseln und die lokale Steifigkeit sprunghaft ansteigen kann. In der Praxis wird diese Übergangszone deshalb als eigener Kontrollbereich für Layout und Fertigung behandelt.
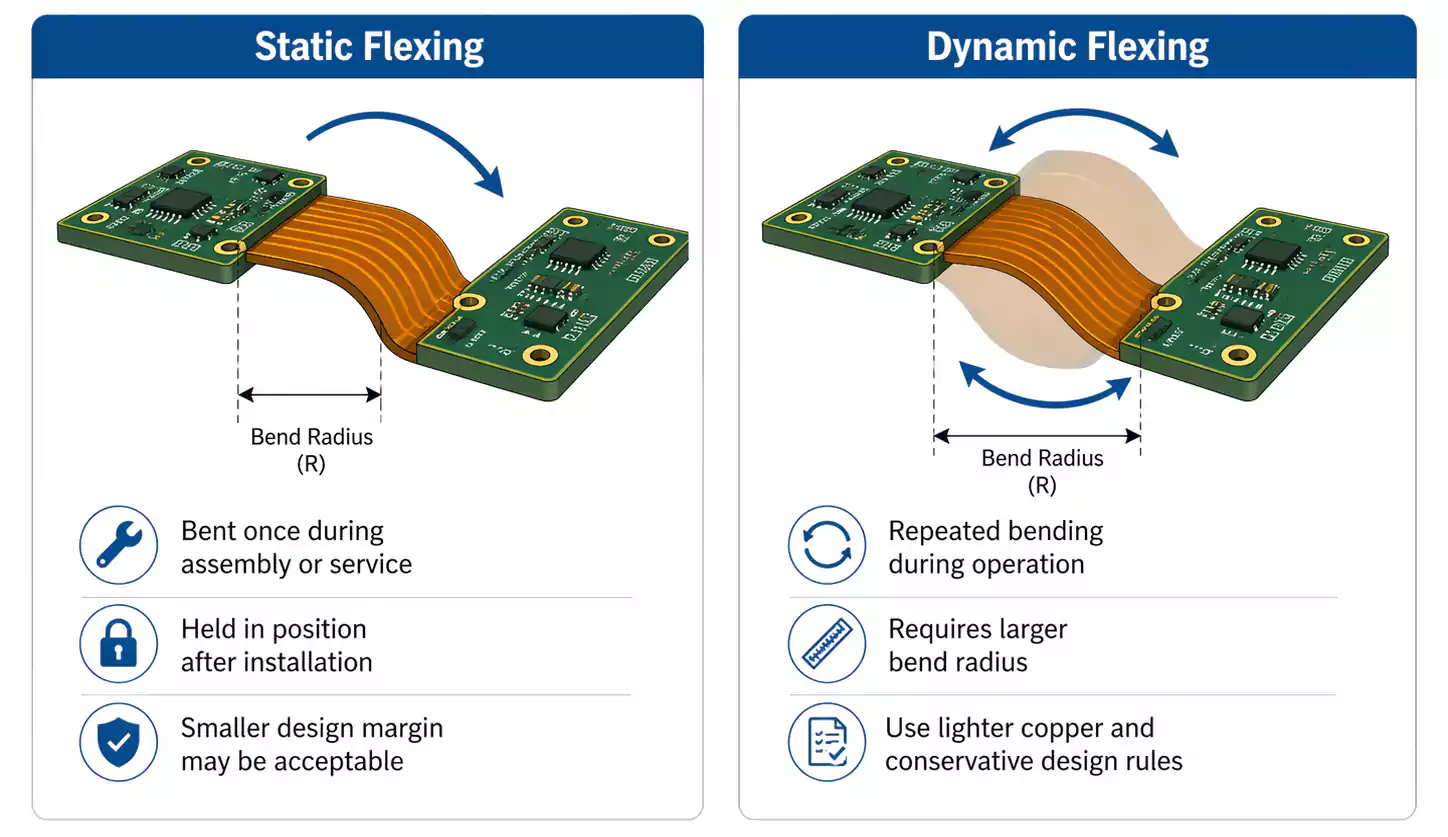
Schritt 1: Zwischen statischer und dynamischer Biegung unterscheiden
Bevor Biegeradius oder Leiterbahnführung festgelegt werden, muss klar sein, wie der flexible Bereich im realen Einsatz genutzt wird.
| Biegeart | Bedeutung | Designfolge |
| Statische Biegung | Wird bei Montage oder Service einmal gebogen und bleibt dann in Position | Mechanisch toleranter |
| Dynamische Biegung | Wird im Betrieb wiederholt gebogen | Erfordert deutlich konservativeres Design |
Dynamische Anwendungen verlangen eine engere Kontrolle von Biegeradius, Kupferdicke, Leiterbahngeometrie und Materialauswahl, da die Materialermüdung hier zum dominierenden Ausfallmechanismus wird.
Schritt 2: Den Biegeradius als Bereich verstehen, nicht als festen Wert
Der minimale Biegeradius hängt von mehreren Faktoren ab:
- Gesamtdicke des flexiblen Bereichs
- Lagenzahl
- Kupferdicke
- Anzahl der Biegezyklen über die Lebensdauer
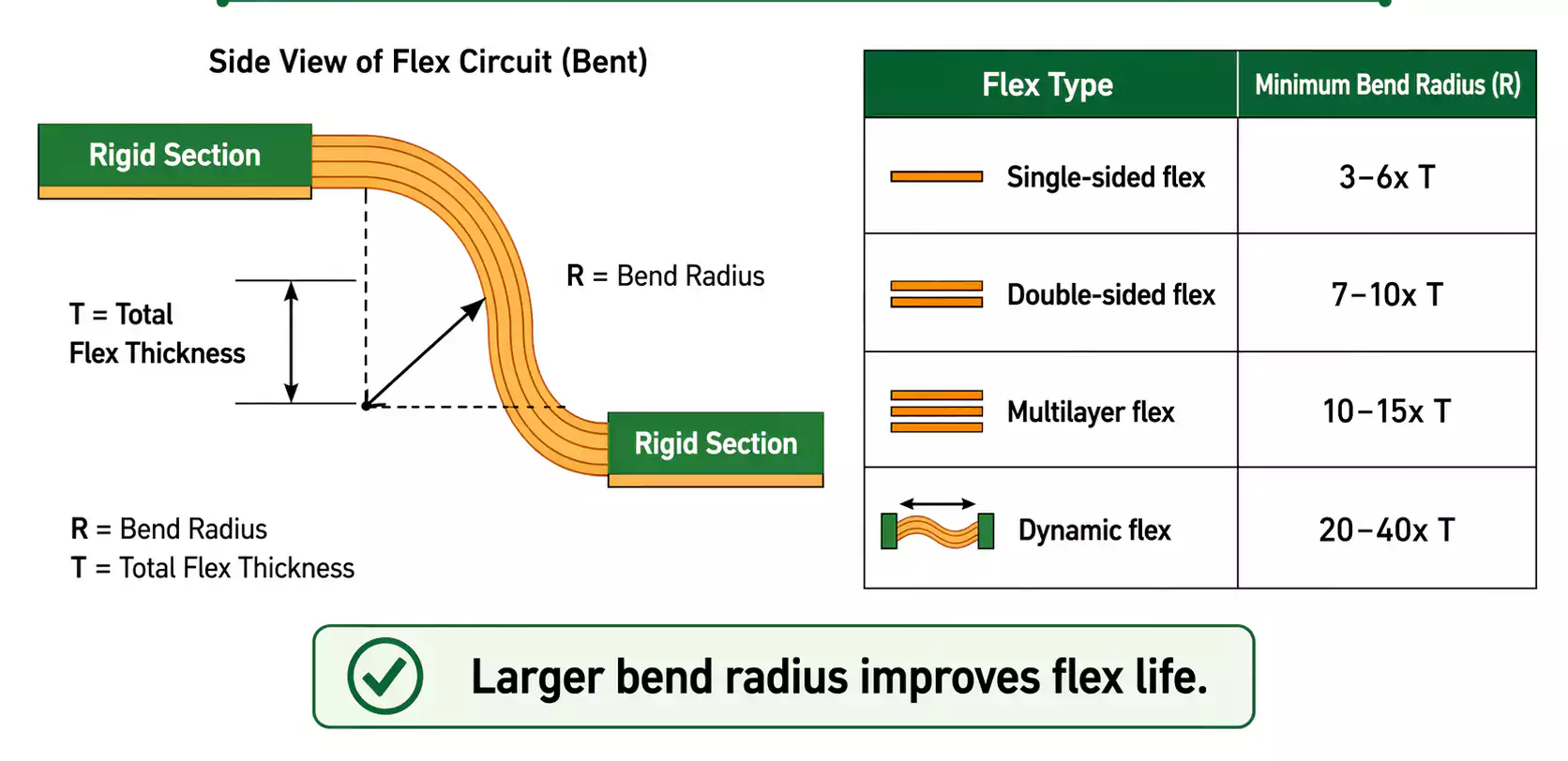
Gängige Startwerte
| Aufbau | Typischer Startbereich |
| Einseitiger Flexbereich | 3–6x der Gesamtdicke |
| Doppelseitiger Flexbereich | 7–10x der Gesamtdicke |
| Mehrlagiger Flexbereich | 10–15x der Gesamtdicke |
| Dynamische Anwendung | 20–40x der Gesamtdicke |
Diese Werte sind als praxisnahe Startpunkte zu verstehen.
konservativere Auslegungswerte für die Serienfertigung
| Anwendungsfall | Konservativer Ausgangswert |
| Einlagiger statischer Flex | 6x Dicke |
| Zweilagiger statischer Flex | 12x Dicke |
| Mehrlagiger statischer Flex | 24x Dicke |
| Dynamischer High-Cycle-Flex | Bis zu 100x Dicke |
Konservativere Designregeln erhöhen den Radius vor allem bei Anwendungen mit wiederholter Biegung deutlich.
Worauf es wirklich ankommt
Ein größerer Biegeradius verbessert in der Regel die Lebensdauer beim Biegen. Dünneres Material, weniger Lagen und dünneres Kupfer erhöhen ebenfalls die Dauerhaltbarkeit.
Das technische Grundprinzip ist klar: Ist der flexible Bereich lang genug und sind Film und Kupfer dünn genug, ist unter Umständen keine zusätzliche Spezialstruktur nötig. Kurze Biegebereiche sind hingegen deutlich schwieriger zuverlässig auszulegen.
Schritt 3: Den Lagen im Biegebereich Bewegungsfreiheit geben
Im Biegebereich geht es nicht in erster Linie darum, wie viele Lagen vorhanden sind. Entscheidend ist, ob sich diese Lagen verformen können, ohne die gesamte Spannung auf wenige Stellen zu konzentrieren.
Eine ungebundene Trennung der flexiblen Lagen verbessert die Biegeeigenschaften, da sich die einzelnen Lagen unabhängiger bewegen können.
Das ist wichtig, weil innere und äußere Lagen beim Biegen nicht denselben Weg zurücklegen. Werden mehrere Flexlagen im Biegebereich auf dieselbe Länge gezwungen, neigt die Struktur zu Faltenbildung, ungleichmäßiger Spannungsverteilung und geringerer Langzeitzuverlässigkeit.
Gute Designregel
Die Lagen sollten die Spannung schrittweise aufnehmen können.
Schlechte Designregel
Alle Lagen in dieselbe Geometrie zwingen und erwarten, dass sie sich identisch verhalten.
Schritt 4: Bei kurzen Biegebereichen besonders vorsichtig sein
Lange flexible Abschnitte können Spannungen von Natur aus besser verteilen. Kurze flexible Abschnitte können das nicht.
Ist die Biegezone kurz, bleibt weniger Raum, um Unterschiede zwischen den Lagen auszugleichen. Deshalb fallen kurze Biegebereiche oft früher aus und erfordern eine gezieltere Strukturierung.
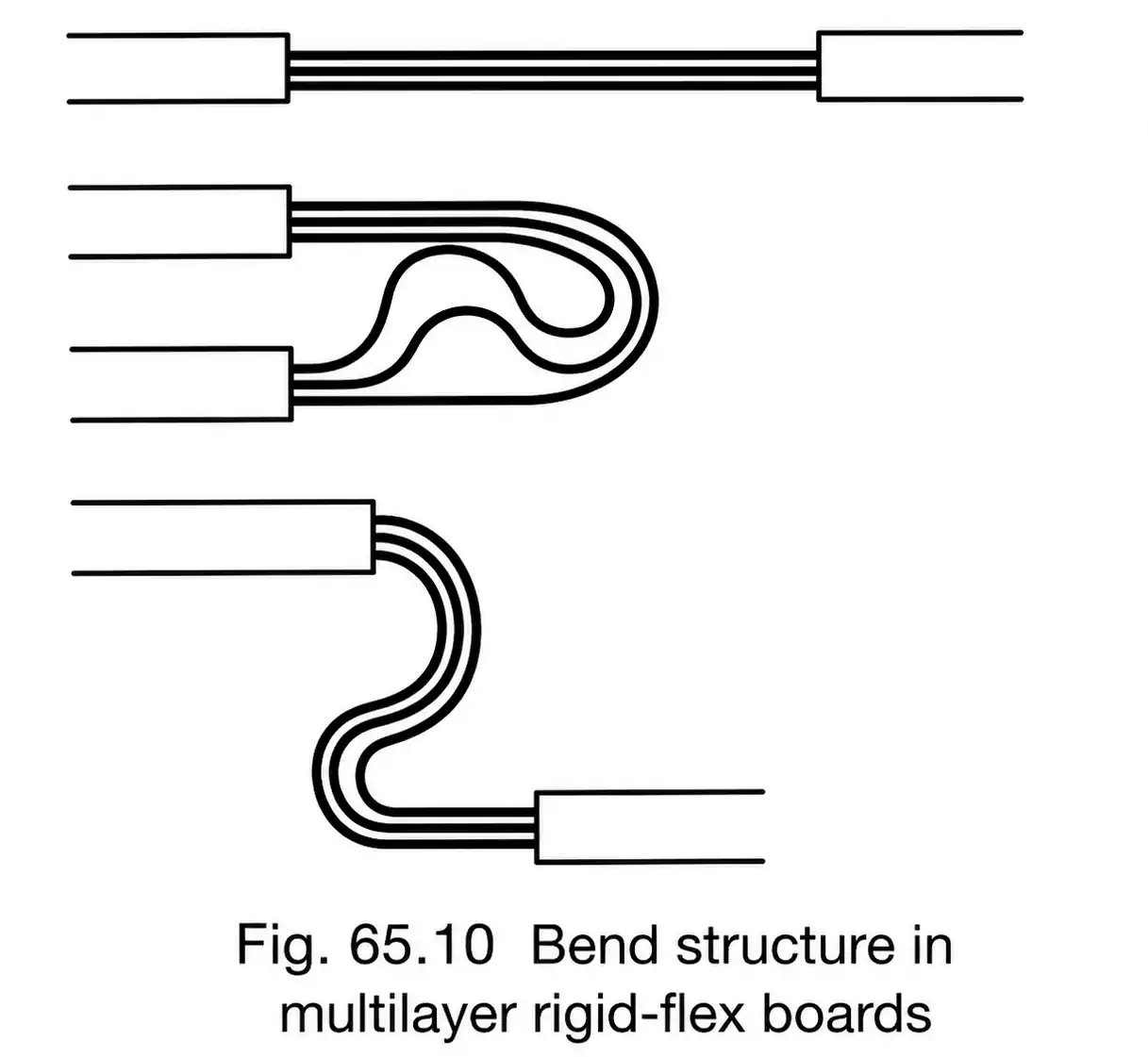
Wann eine Bookbinder-Struktur sinnvoll ist
Für kurze, hochzuverlässige Biegebereiche kann eine Bookbinder-Struktur die Leistung verbessern. Dabei werden die flexiblen Lagen von innen nach außen stufenweise länger ausgeführt. Das sorgt beim Biegen für gleichmäßigere Lagenabstände und reduziert Faltenbildung sowie lokale Spannungsspitzen.
Der Nachteil
Diese Struktur ist aufwendiger und weniger effizient zu bauen. Sie eignet sich daher eher für hochzuverlässige Produkte als für kostensensitive Consumer-Anwendungen.
Schritt 5: Materialien wählen, die die Biegung tatsächlich überstehen
Die Materialwahl setzt die Obergrenze für die Zuverlässigkeit des Biegebereichs.
Zwei Grundanforderungen an das Material
- Hohe Temperaturbeständigkeit
- Gute Maßstabilität
Typische Materialtendenzen nach Anwendung
| Anwendungstyp | Typische Materialwahl |
| Hochzuverlässige Systeme | Dickere Polyimid-Folien, oft über 50 µm |
| Dünne Consumer-Produkte | Dünnere Dielektrika, oft unter 50 µm |
Typische Kompromisse bei Klebstoffsystemen
| Materialwahl | Vorteil | Nachteil |
| Acryl-Klebstoff | Höhere Haftfestigkeit | Geringere Temperaturbeständigkeit, höheres Schrumpfen |
| Epoxid-Klebstoff | Bessere thermische Beständigkeit | Längere Aushärtung, etwas geringere Haftfestigkeit |
| Klebstofffreies kupferkaschiertes Material | Bessere thermische Leistung, niedrigerer CTE, geringere Enddicke | Teilweise höhere Anforderungen an den Prozess |
Bei wiederholter Biegung ist dünneres Kupfer in der Regel toleranter als schwereres. Für dynamische Anwendungen wird deshalb häufig dünneres Kupfer bevorzugt.
Schritt 6: Leiterbahnen im Biegebereich auf Spannungsarmut auslegen
Die Leiterbahnführung im Biegebereich sollte eher als Teil des mechanischen Designs verstanden werden, nicht nur als klassische PCB-Routing-Aufgabe.
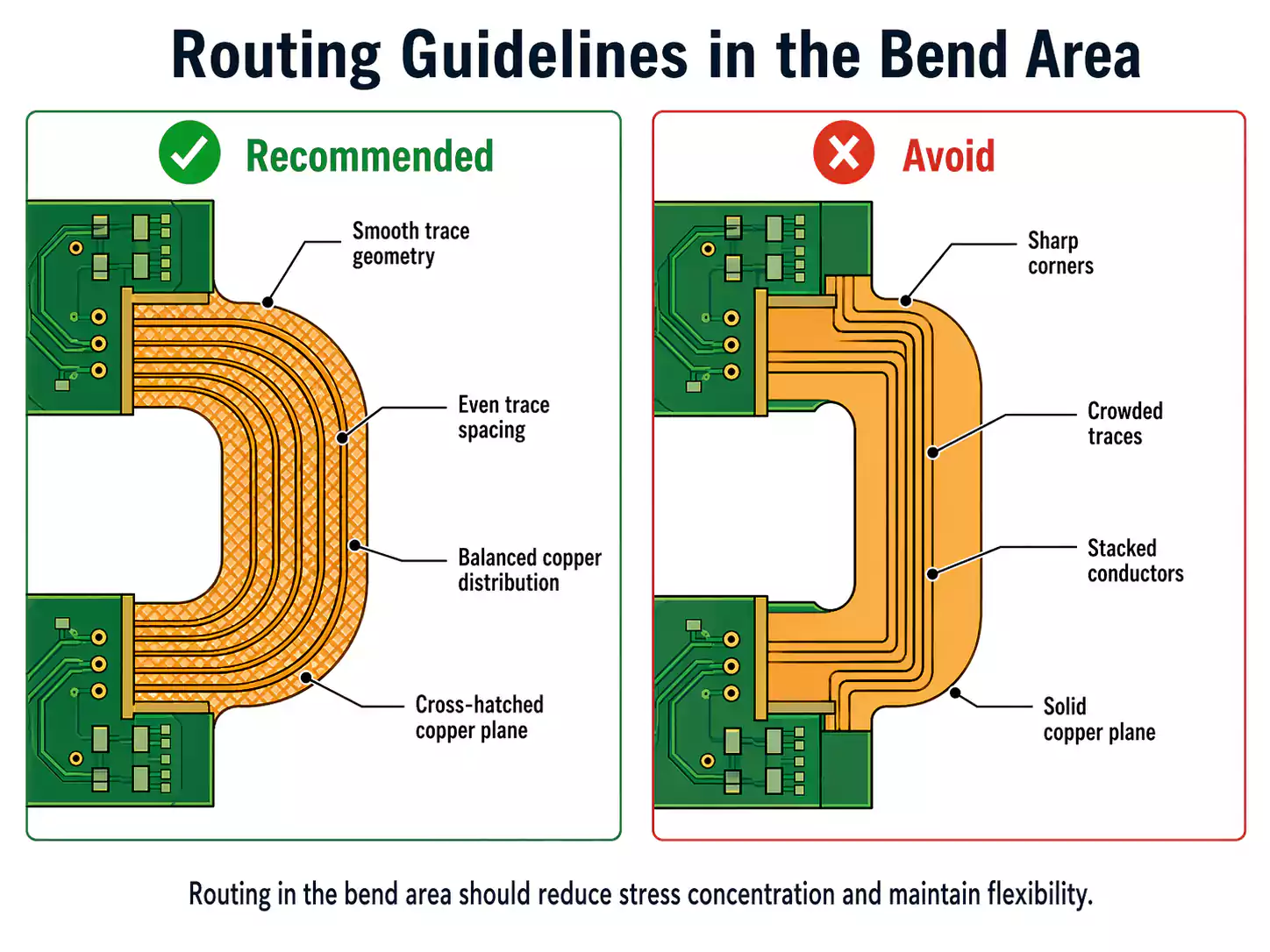
Gute Praxis für Leiterbahnen im Biegebereich
- Weiche, glatte Leiterbahnformen verwenden
- Scharfe Ecken und abrupte Richtungswechsel vermeiden
- Nicht zu viele Leiterbahnen in einen schmalen Bereich drängen
- Wenn möglich keine direkte Überlagerung von Leitern auf benachbarten Lagen
- Die Kupferverteilung im Biegebereich möglichst gleichmäßig halten
Eine glatte Leiterbahn-Geometrie verringert Spannungsspitzen und verbessert die Biegelebensdauer.
Warum das wichtig ist
Es geht nicht nur darum, Leiterbahnen durch den flexiblen Bereich zu führen. Das Ziel ist, zu verhindern, dass das Kupfer im Biegebereich als Erstes reißt.
Schritt 7: Starre Elemente aus Biegebereich und Übergangszone heraushalten
Vias, durchkontaktierte Bohrungen, Pads und Bauteile erzeugen lokale Steifigkeitssprünge. Genau das ist in einem hochbelasteten Bereich unerwünscht.
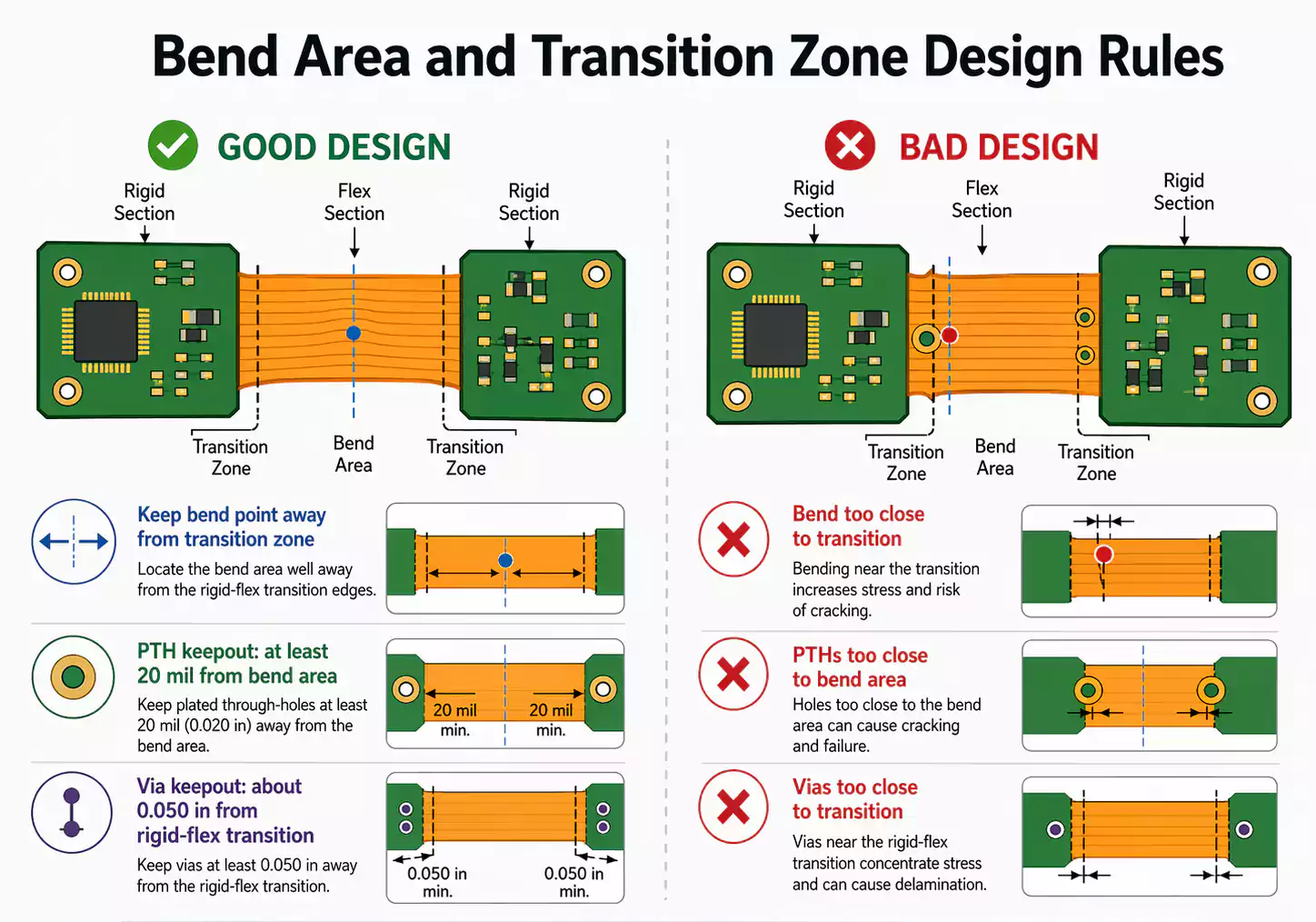
Gängige Keepout-Richtwerte
| Merkmal | Typischer Richtwert |
| Durchkontaktierte Bohrung zum Biegebereich | Mindestens 20 mil |
| Via zur Rigid-Flex-Übergangszone | Ca. 0,050 in |
| Außenlagenmerkmale zur Übergangskante | Ca. 0,025 in oder mehr |
Diese Werte sind übliche Startpunkte für eine DFM-Bewertung.
Praxisregel
Biegebereich und Rigid-Flex-Übergangszone sollten von Anfang an als bewusste Keepout-Bereiche behandelt werden.
Schritt 8: Nicht automatisch davon ausgehen, dass Vollkupfer besser ist
Eine massive Kupferfläche kann auf einer starren Leiterplatte elektrische Vorteile bieten. In einem flexiblen Bereich kann sie die Struktur jedoch auch zu steif machen.
Deshalb bevorzugen viele Designregeln im Biegebereich schraffierte Kupferflächen, wenn in der flexiblen Zone eine Referenzebene benötigt wird.
Typische Startwerte für ein Schraffurmuster
| Parameter | Typischer Ausgangswert |
| Schraffurbreite | 0,015 in |
| Schraffurabstand | 0,025 in |
Das verbessert die Flexibilität, kann jedoch auch das Rückstromverhalten, die Impedanzstabilität und die EMI-Eigenschaften beeinflussen. Bei Hochgeschwindigkeitsdesigns muss das Ebenenmuster daher sowohl mechanisch als auch elektrisch bewertet werden.
Schritt 9: Fertigungsdetails sind genauso wichtig wie das Layout
Ein Biegebereich kann im CAD einwandfrei aussehen und dennoch ausfallen, wenn der Fertigungsprozess ihn nicht richtig unterstützt.
Wichtige Fertigungsmaßnahmen
- Leiter im flexiblen Bereich werden mit Coverlay abgedeckt
- Bonding-Lagen werden im flexiblen Bereich geöffnet, damit die Biegung nicht behindert wird
- Starre Außenbereiche müssen über dem Biegebereich zurückgefräst oder tiefenkontrolliert bearbeitet werden
- Vakuumlamination und geeignete Druckunterstützung sorgen für gleichmäßige Verbindung
- Vortrocknung vor Laminieren, Plasmabehandlung und Bohren hilft, Feuchtigkeit zu entfernen und die Zuverlässigkeit zu erhöhen
Die Kernaussage
Auch ein gutes Bend-Zone-Design kann scheitern, wenn der Fertigungsprozess den flexiblen Bereich wie eine normale starre Leiterplatte behandelt.
Schritt 10: Durchkontaktierungen nahe am Biegebereich erhöhen das Risiko
Wenn sich durchkontaktierte Verbindungen in der Nähe des Biegebereichs befinden, ist das Problem nicht mehr rein mechanisch. Dann wird die Zuverlässigkeit der Bohrung selbst Teil der Ausfallbetrachtung.
Herkömmliches Permanganat-Desmear kann Strukturen mit Acryl-Klebstoffsystemen schädigen, während Plasmaätzen in Rigid-Flex-Aufbauten in der Regel besser geeignet sind.
Wichtige Empfehlungen
- Bohrungswandkupfer über 25 µm bei hochzuverlässigen Anwendungen
- In einigen IPC-bezogenen Fällen über 35 µm
- Positives Etchback von etwa 13 µm, um die Qualität der Verbindung zur Innenlage zu verbessern
Was das praktisch bedeutet
Liegen Bohrungen nahe am Biegebereich, muss das Design sowohl die Biegebeanspruchung als auch die mechanische Belastung der plattierten Verbindung sicher verkraften.
Die Prioritäten im Biegebereich hängen stark vom Produkttyp ab
Nicht jedes Rigid-Flex-Produkt braucht dieselbe Biegestrategie.
Hochzuverlässige Luftfahrt- und Industrieanwendungen
Hier steht meist die Langzeitstabilität bei maximaler Dichte. Deshalb kommen häufig konservativere Geometrien, dickere Durchkontaktierungen und robustere Strukturen zum Einsatz.
Industrielle und medizinische HDI-Anwendungen
Hier müssen gleichzeitig hohe Packungsdichte und hohe Zuverlässigkeit erreicht werden. Das erschwert die Auslegung des Biegebereichs. Typisch sind:
- Leiterbahnabstände unter 100 µm
- Bohrungsdurchmesser unter 100 µm
- Sehr dünne, klebstofffreie Polyimid-Kupferlaminate
Consumer Electronics
Hier stehen dünne Materialien, weniger Lagen, kompakte Bauformen und niedrige Kosten im Vordergrund. Das Design des Biegebereichs muss deshalb sowohl die Fertigungstauglichkeit als auch die Zuverlässigkeit berücksichtigen.
FAQ
Wie bestimmt man den minimalen Biegeradius bei einer Rigid-Flex-PCB?
Als Ausgangspunkt kann die Gesamtdicke des flexiblen Bereichs verwendet werden:
etwa 3–6x bei einseitigem Flex
7–10x bei doppelseitigem Flex
10–15x bei mehrlagigem Flex
20–40x bei dynamischen Anwendungen
Was ist der Unterschied zwischen statischer und dynamischer Biegung?
Statische Biegung tritt einmal während der Montage oder des Services auf und bleibt danach in dieser Position.
Dynamische Biegung tritt wiederholt im Betrieb auf und erfordert daher ein konservativeres Design.
Wie viel größer sollte der Biegeradius bei dynamischen Anwendungen sein?
Dynamische Anwendungen benötigen oft 20–40× der Flexdicke. Anwendungen mit hoher Zyklenzahl können noch größere Radien erfordern.
Können Vias im oder nahe am Biegebereich platziert werden?
Wenn möglich, sollte das vermieden werden. Als Faustregel gilt:
Durchkontaktierte Bohrungen mindestens 20 mil vom Biegebereich entfernt
Vias etwa 0,050 in von der Rigid-Flex-Übergangszone entfernt
Warum sollten im Biegebereich keine scharfen Ecken geroutet werden?
Weiche Leiterbahnformen verteilen die Spannung gleichmäßiger. Scharfe Ecken und abrupte Richtungswechsel erzeugen Spannungsspitzen und verkürzen die Biegelebensdauer.
Sollte im Biegebereich Vollkupfer oder schraffiertes Kupfer verwendet werden?
Wenn im flexiblen Bereich eine Ebene erforderlich ist, wird häufig schraffiertes Kupfer bevorzugt, weil es die Steifigkeit reduziert und die Flexibilität erhöht.
Wie oft kann ein flexibler Schaltungsteil gebogen werden, bevor er ausfällt?
Dafür gibt es keinen festen Einzelwert. Die Lebensdauer hängt ab von:
statischer oder dynamischer Anwendung
Materialwahl
Kupferdicke
Leiterbahnführung
Biegeradius
Was sind die häufigsten Ursachen für Ausfälle im Biegebereich?
Typische Ursachen sind:
zu kleiner Biegeradius
zu geringe Bewegungsfreiheit der Lagen
Vias oder Bauteile zu nah am Biegebereich
zu viel Vollkupfer
ungeeignete Materialien
Fertigungsprozesse, die die flexible Struktur nicht ausreichend unterstützen
Fazit
Ein Biegebereich sollte nicht nur so ausgelegt werden, dass er die erste Biegung übersteht. Er sollte auf die tatsächliche Lebensdauer des Produkts ausgelegt werden.
Das bedeutet:
- Zuerst festlegen, ob der Flexbereich statisch oder dynamisch belastet wird
- Einen Biegeradius wählen, der zu Dicke und Lebensdauer passt
- Den Lagen genügend mechanische Bewegungsfreiheit geben
- Starre Elemente aus dem Biegebereich heraushalten
- Materialien auswählen, die sowohl Wärme als auch Bewegung standhalten
- Sicherstellen, dass die Fertigung die flexible Struktur unterstützt statt behindert
Je früher diese Entscheidungen getroffen werden, desto zuverlässiger lässt sich das Projekt fertigstellen. Bei FastTurn PCB beginnt die Zuverlässigkeit im Biegebereich mit dieser frühen Abstimmung zwischen der Designabsicht und der Fertigungsrealität.
