
בקידוח מכני של לוחות PCB, המקדח עושה הרבה יותר מאשר רק ליצור חור. הוא משפיע ישירות על דיוק מיקום החור, איכות דופן החור, סיכון לשבירת הכלי ועלות הקידוח הכוללת. ככל שתעשיית ה-PCB דורשת איכות קידוח גבוהה יותר, כך סוגי מקדחי PCB והמבנים שלהם התפתחו מעבר לתצורות המסורתיות.
מאמר זה מסביר את סוגי מקדחי ה-PCB הנפוצים ביותר ואת הנקודות המרכזיות בנושא השחזה חוזרת של מקדחי PCB, כדי לסייע להבין טוב יותר בחירת מקדח, הבדלים מבניים ותחזוקת כלי עבודה בתהליך ייצור לוחות מעגל מודפס.
דרכים נפוצות לסיווג סוגי מקדחי PCB
ניתן לסווג סוגי מקדחי PCB בכמה דרכים, כולל לפי קוטר השוק, המידות הכלליות, מבנה שפות החיתוך והחריצים, וצורת החלק הקדמי של המקדח. כל שיטת סיווג משקפת דרישות מכונה שונות, מאפייני קידוח ושיקולי עלות.
1. סיווג לפי קוטר השוק

בהתאם לדרישות המכונה של הלקוח, מקדחי PCB נפוצים מתחלקים בדרך כלל לשתי קטגוריות לפי קוטר השוק:
- מקדחים עם שוק בקוטר 3.175 מ"מ
- מקדחים עם שוק בקוטר 2.0 מ"מ
קוטר השוק משפיע בעיקר על התאמה לציר הסיבוב ולקולט, ולכן זהו אחד ממפרטי היסוד החשובים ביותר בעיבוד PCB.
2. סיווג לפי המידות הכלליות

לפי המידות הכלליות, ניתן בדרך כלל לחלק סוגי מקדחי PCB לשתי קבוצות:
מקדחים מסוג Standard
אלו מקדחים שבהם קוטר הקידוח קטן או שווה לקוטר השוק:
קוטר המקדח ≤ קוטר השוק
מקדחים מסוג ID
אלו מקדחים שבהם קוטר הקידוח גדול מקוטר השוק:
קוטר המקדח > קוטר השוק
סיווג זה משקף את היחס הממדי בין החלק החותך לבין השוק, ויחס זה עשוי להשפיע על טווח היישומים ועל אופן ההתנהגות של המקדח בזמן הקידוח.
סוגי מקדחי PCB לפי מבנה שפות החיתוך והחריצים
מקדחי PCB קונבנציונליים מתוכננים בדרך כלל עם שתי שפות חיתוך ושני חריצים. עם זאת, ככל שתעשיית ה-PCB מציבה דרישות מחמירות יותר לאיכות הקידוח — במיוחד בתחומים כמו דיוק מיקום החור וחספוס דופן החור — פותחו גם מבנים חדשים, כולל:
- מקדחים עם שתי שפות חיתוך וחריץ אחד
- מקדחים עם שפת חיתוך אחת וחריץ אחד
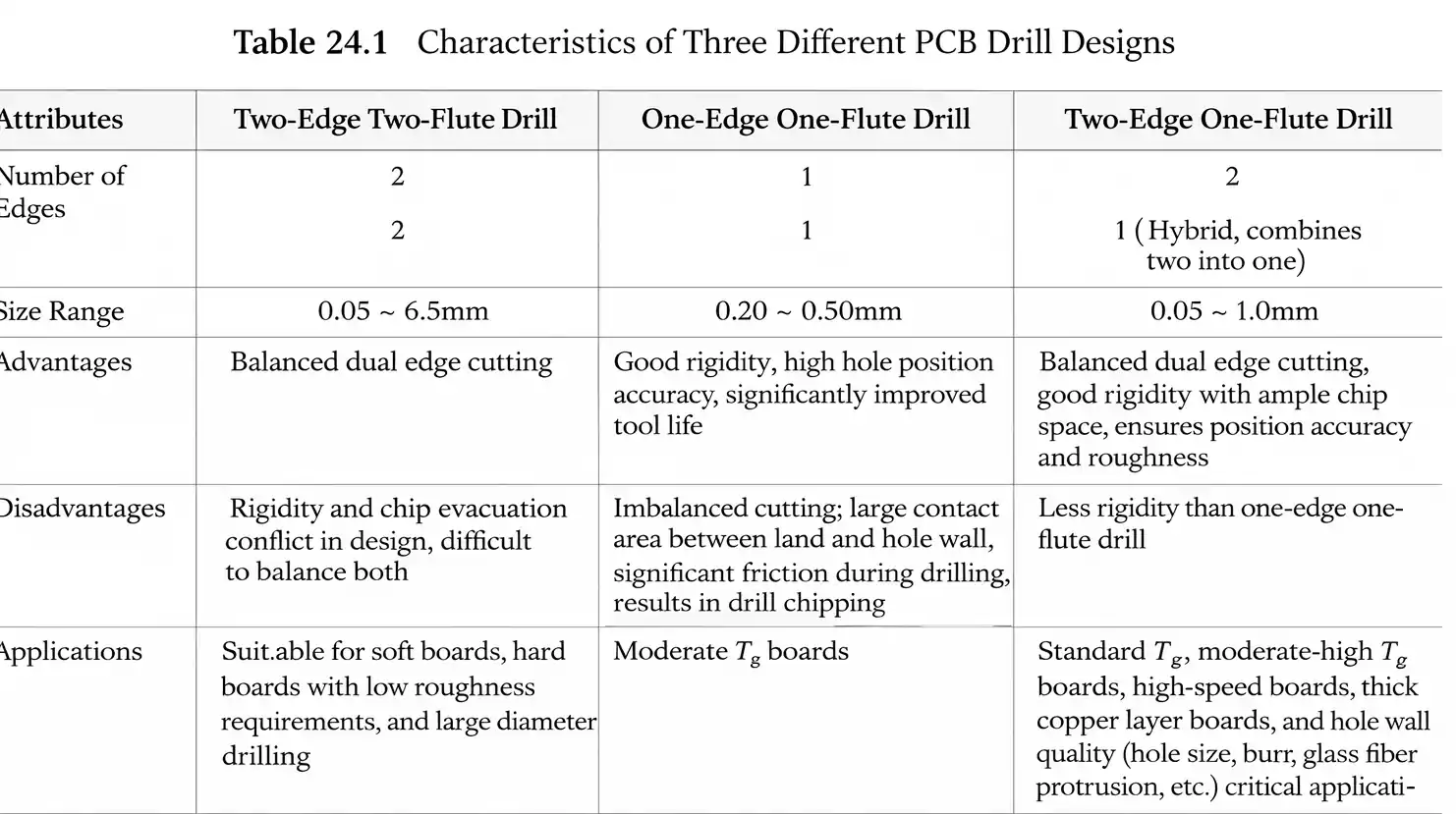
בהתאם למספר שפות החיתוך והחריצים, ניתן בדרך כלל לחלק סוגי מקדחי PCB לשלוש קטגוריות עיקריות.

1. מקדח עם שתי שפות חיתוך ושני חריצים
זהו המבנה המסורתי והנפוץ ביותר. מדובר בתצורה הסטנדרטית לקידוח PCB רגיל, והיא עדיין נפוצה מאוד ביישומי ייצור שוטפים.
2. מקדח עם שתי שפות חיתוך וחריץ אחד
סוג זה הוא אחד המבנים החדשים יותר, אשר פותחו מתוך המבנה המסורתי. ככל שעלו דרישות האיכות בקידוח, מבנה זה נכנס לשימוש כדי לעמוד בסטנדרטים גבוהים יותר של תהליך.
3. מקדח עם שפת חיתוך אחת וחריץ אחד
גם זהו מבנה חדש יחסית, אשר פותח כדי לשפר את איכות הקידוח בתנאי תהליך מסוימים. בדומה למבנה של שתי שפות חיתוך וחריץ אחד, גם הוא משקף את מאמצי התעשייה לשפר את ביצועי המקדח ביישומים תובעניים יותר.
באופן כללי, ההתפתחות במבנה שפות החיתוך והחריצים נובעת מהצורך לאזן טוב יותר בין כמה גורמים קריטיים:
- דיוק מיקום החור
- איכות דופן החור
- יציבות החיתוך
- סיכון לשבירת הכלי
- יעילות תהליכית ועלות
במילים אחרות, תכנון מקדחים לקידוח PCB כבר אינו עוסק רק ביצירת חורים, אלא ביצירת חורים מדויקים יותר, יציבים יותר ועם פחות פגמים.
סיווג לפי צורת החלק הקדמי: מקדחי ST לעומת UC
בנוסף למבנה שפות החיתוך והחריצים, גם צורת החלק הקדמי של המקדח היא שיטת סיווג חשובה בקידוח PCB. לפי הגיאומטריה הקדמית, ניתן לחלק סוגי מקדחי PCB לשתי קבוצות עיקריות:
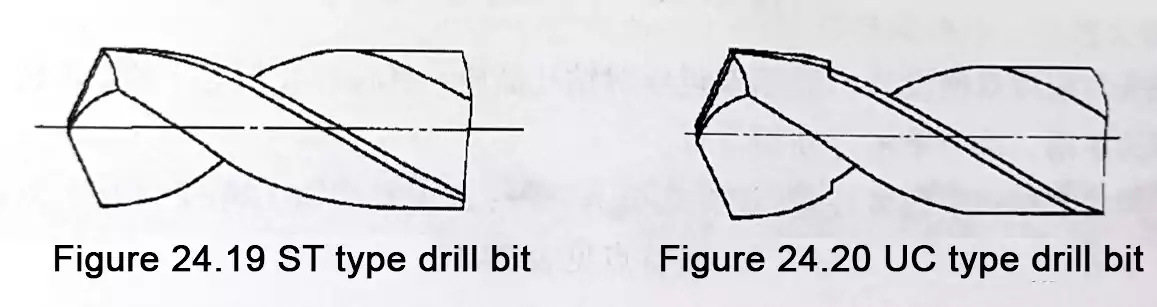
- ST (Straight Drill)
- UC (Under Cut Drill)
ההבדל בין מקדח ST למקדח UC חשוב במיוחד כאשר בוחנים חום קידוח, מגע עם דופן החור, אורך חיים בהשחזה חוזרת ועלות הקידוח.
1. מקדח מסוג ST
מקדח ST הוא מקדח קונבנציונלי שבו גוף המקדח ישר. בפשטות, זהו מקדח סטנדרטי בעל גוף ישר.
המאפיינים העיקריים שלו הם:
חסרונות
- שטח המגע בין המקדח לדופן החור גדול יחסית.
- במהלך הקידוח נוצר חום חיתוך גבוה.
- חום חיתוך מופרז עלול לפגוע באיכות דופן החור.
יתרונות
- פשוט לייצור
- ניתן להשחזה חוזרת מספר רב יותר של פעמים
- מספק קשיחות כללית טובה יותר
בשל מאפיינים אלה, מקדחי ST קלים יותר לייצור ומאפשרים חיי שימוש טובים יותר מבחינת מספר ההשחזות, ולכן הם נחשבים עדיפים בהיבט של עלות וקשיחות. עם זאת, שטח המגע הגדול יותר ויצירת החום הגבוהה יותר עלולים להיות חיסרון כאשר נדרשת איכות גבוהה יותר של דופן החור.
2. מקדח מסוג UC
מקדח UC הוא מקדח שבו החלק האחורי של גוף המקדח בעל קוטר מוקטן.
המאפיינים העיקריים שלו הם:
יתרונות
- שטח מגע קטן יותר בין המקדח לדופן החור
- הפחתה יעילה של חום החיתוך בזמן הקידוח
- סיוע בהפחתת פגמים בדופן החור ושיפור איכות החור
חסרונות
- ניתן להשחזה חוזרת מספר פעמים קטן משמעותית בהשוואה למקדחי ST
- עלול להעלות את עלות הקידוח
המשמעות היא שמקדחי UC מתאימים יותר ליישומים שבהם איכות דופן החור היא גורם מרכזי. באמצעות הפחתת שטח המגע וחום החיתוך, הם מסייעים לשפר את איכות הקידוח. עם זאת, יתרון זה מגיע בדרך כלל יחד עם חיי השחזה קצרים יותר ועלות כלי גבוהה יותר.
3. ההבדלים המרכזיים בין מקדחי ST ו-UC
מבחינה מעשית, ניתן לסכם את ההבדלים העיקריים בין מקדחי ST ו-UC כך:
שטח מגע
- ST: גדול יותר
- UC: קטן יותר
חום חיתוך
- ST: גבוה יותר
- UC: נמוך יותר
איכות דופן החור
- ST: נוטה יותר לגרום לפגמים בדופן החור
- UC: עדיף לשיפור איכות דופן החור
יכולת השחזה חוזרת
- ST: מאפשר יותר השחזות חוזרות
- UC: מאפשר פחות השחזות חוזרות
עלות
- ST: בדרך כלל חסכוני יותר מבחינת שימוש חוזר בכלי
- UC: לרוב יקר יותר בשל אורך חיים קצר יותר בהשחזה
לכן, הבחירה בין מקדח ST למקדח UC היא בדרך כלל איזון בין דרישות איכות הקידוח לבין עלות השימוש בכלי.
נקודות מפתח בהשחזה חוזרת של מקדחי PCB
בקידוח PCB, מקדחים לא תמיד משמשים פעם אחת בלבד. כדי לשפר את ניצול הכלי ולשלוט בעלויות, נהוג לבצע השחזה חוזרת למקדחים משומשים. עם זאת, השחזה חוזרת של מקדח PCB אינה מסתכמת רק בחידוד הקצה. זהו תהליך קריטי שמשפיע ישירות על איכות הקידוח ועל הסיכון לשבירת הכלי.
ניתן להבין את נקודות הבקרה העיקריות בתהליך השחזה חוזרת של מקדחי PCB דרך שלושה היבטים:
- כמות ההשחזה
- איכות ההשחזה
- מספר ההשחזות החוזרות
1. כמות ההשחזה: לא רק שפת החיתוך
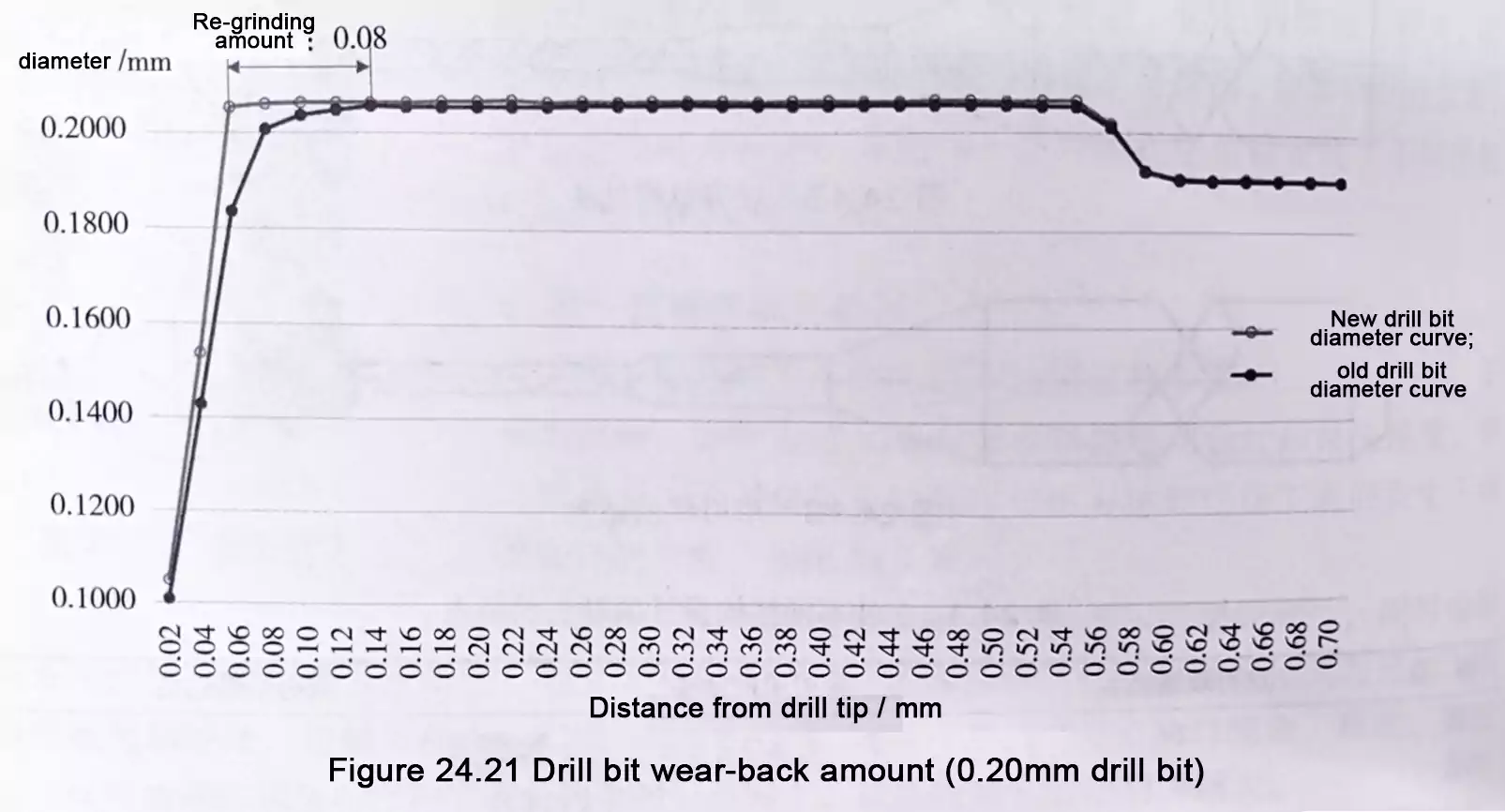
לאחר שימוש, גם פני החיתוך וגם השוליים של המקדח נשחקים. בעת ההשחזה החוזרת, לא מספיק להסיר רק את השחיקה שעל פני החיתוך. יש להסיר גם אורך מסוים כדי לבטל את השחיקה שעל השוליים. אורך זה נקרא כמות ההשחזה.
כלומר, השחזה חוזרת של מקדחי PCB אינה רק שחזור החדות בקצה, אלא הסרה נכונה של כל האזור השחוק במקטע החיתוך הפעיל. אם כמות ההשחזה אינה מספקת, אזורים שחוקים עלולים להישאר ולהמשיך לפגוע בביצועי הקידוח.
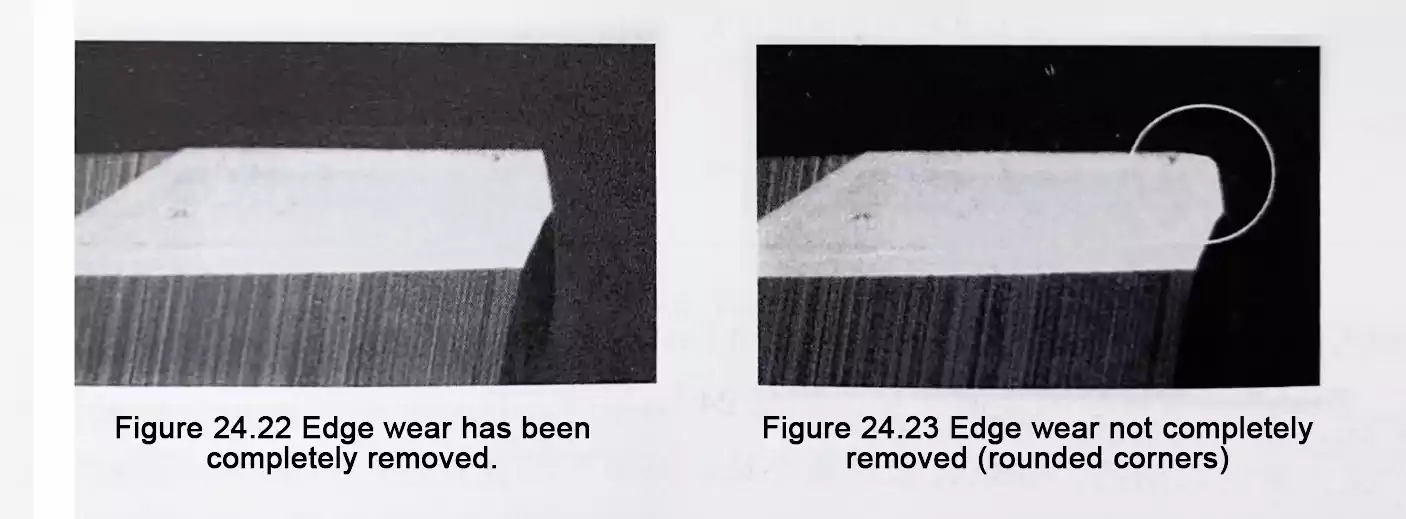
2. איכות ההשחזה: אזורי השחיקה חייבים להיות מוסרים לחלוטין
לאחר השחזה חוזרת, האזור השחוק של שפת החיתוך חייב להיות מוסר לחלוטין. אחרת, עלולות להופיע כמה בעיות:
- ירידה בדיוק מיקום החור
- איכות ירודה של דופן החור
- במקרים חמורים, שבירת מקדח
במילים אחרות, איכות ירודה של השחזה חוזרת של מקדחי PCB אינה רק מפחיתה את ביצועי הכלי, אלא גם עלולה ליצור סיכוני תהליך ואיכות משמעותיים כאשר המקדח מוחזר לייצור.
3. מספר ההשחזות: מקדחי UC דורשים תשומת לב מיוחדת
במקרה של מקדחי UC, לא ניתן לקבוע את מספר ההשחזות המותר רק לפי מספר הפעמים שבהן המקדח כבר הושחז. הגורם המרכזי הוא האם אורך ראש ה-UC עדיין מספיק.
כלומר:
- החלק של UC לא יכול להפוך לקצר מדי
- גבול ההשחזה נקבע לפי אורך ראש ה-UC
זו נקודה חשובה בניהול כלי העבודה. למרות שמקדחי UC מספקים איכות חור טובה יותר, הם רגישים יותר לשינויים ממדיים לאחר השחזה ולכן דורשים בקרה קפדנית יותר.
4. דרישת אורך ראש UC במקדחים בקוטר קטן
במקדחים עם 0D ≤ 0.50 מ"מ, מקובל להמליץ לשמור על אורך ראש UC של לפחות 0.25 מ"מ.
אם ראש ה-UC נעשה קצר מדי, הדבר עלול לגרום ל:
- איכות חור ירודה
- חורים קטנים מהנדרש
מכאן שבקידוח חורים קטנים, הבקרה הממדית לאחר השחזה חשובה במיוחד. גם אם המקדח עדיין מסוגל פיזית לקדוח, אורך ראש UC שאינו מספיק כבר עלול לגרום לבעיות איכות ממשיות.
הקשר בין סוגי מקדחי PCB להשחזה חוזרת
אין להתייחס אל סוגי מקדחי PCB ואל ניהול ההשחזה החוזרת כשני נושאים נפרדים. בפועל, יש ביניהם קשר הדוק מאוד.
לדוגמה:
- מקדחי ST מציעים קשיחות טובה יותר ויותר אפשרויות להשחזה חוזרת, ולכן מתאימים יותר כאשר חיי הכלי ויעילות העלות חשובים במיוחד.
- מקדחי UC מתאימים יותר ליישומים שדורשים איכות גבוהה יותר של דופן החור, אך חיי ההשחזה שלהם מוגבלים יותר משום שיש לשמור על אורך ראש ה-UC.
- מבנים חדשים של שפות חיתוך וחריצים משקפים את המיקוד ההולך וגובר של התעשייה בדיוק מיקום החור, איכות פני השטח ויציבות הקידוח.
- כמות ההשחזה ואיכות ההשחזה קובעות ישירות אם מקדח שהושחז מחדש עדיין מסוגל לעמוד בדרישות התהליך.
מנקודת מבט יצרנית, לא נכון להעריך מקדח רק לפי השאלה אם הוא עדיין מסוגל לקדוח. יש לבחון גם אם הוא עדיין מסוגל להשיג את איכות החור הנדרשת. בייצור PCB בצפיפות גבוהה וברמת דיוק גבוהה, בחירת מבנה המקדח וסטנדרטים של השחזה חוזרת של מקדחי PCB יכולים להשפיע ישירות הן על התפוקה והן על העלות.
שאלות נפוצות
מהם סוגי מקדחי ה-PCB העיקריים?
ניתן לסווג את סוגי מקדחי ה-PCB העיקריים לפי קוטר השוק, המידות הכלליות, מבנה שפות החיתוך והחריצים, וצורת החלק הקדמי.
מה ההבדל בין מקדח ST למקדח UC?
מקדחי ST מספקים קשיחות טובה יותר ומאפשרים יותר השחזות חוזרות. מקדחי UC מקטינים את שטח המגע ואת חום החיתוך, וכך משפרים את איכות דופן החור.
למה חשוב לבצע השחזה חוזרת למקדחי PCB?
השחזה חוזרת של מקדחי PCB משחזרת את ביצועי החיתוך, מאריכה את חיי הכלי ומסייעת לשמור על איכות קידוח יציבה יותר.
מה קובע את מספר ההשחזות המותר?
הדבר תלוי בעיקר במבנה המקדח ובגיאומטריה שנותרה לאחר ההשחזה. במקדחי UC, הגורם המרכזי הוא אורך ראש ה-UC.
אילו בעיות עלולות להיגרם מהשחזה לא תקינה?
השחזה לא תקינה עלולה לגרום לסטייה במיקום החור, איכות ירודה של דופן החור, חורים קטנים מדי ואף שבירת מקדח.
איזה סוג מקדח עדיף לאיכות דופן החור?
באופן כללי, מקדחי UC עדיפים כאשר נדרשת איכות גבוהה של דופן החור, משום שהם מפחיתים את חום החיתוך בזמן הקידוח.
סיכום
הבנה של סוגי מקדחי PCB חשובה לבחירת מבנה הכלי המתאים, לשיפור איכות הקידוח ולשליטה טובה יותר בחיי הכלי בייצור PCB. החל מקוטר השוק והמידות הכלליות, דרך מבנה החריצים ועד צורת החלק הקדמי, כל סוג מקדח פותח כדי לעמוד בדרישות תהליך שונות.
במקביל, השחזה חוזרת של מקדחי PCB ממלאת תפקיד מרכזי בשמירה על ביצועי הקידוח. בהשוואה בין ST ל-UC, מקדחי UC מספקים יתרונות בהפחתת חום החיתוך ובשיפור איכות דופן החור, אך דורשים גם בקרה קפדנית יותר על מגבלות ההשחזה. לכן, גם בחירה נכונה של המקדח וגם ניהול נכון של תהליך ההשחזה הם גורמים חיוניים להשגת איכות חור יציבה וייצור חסכוני.