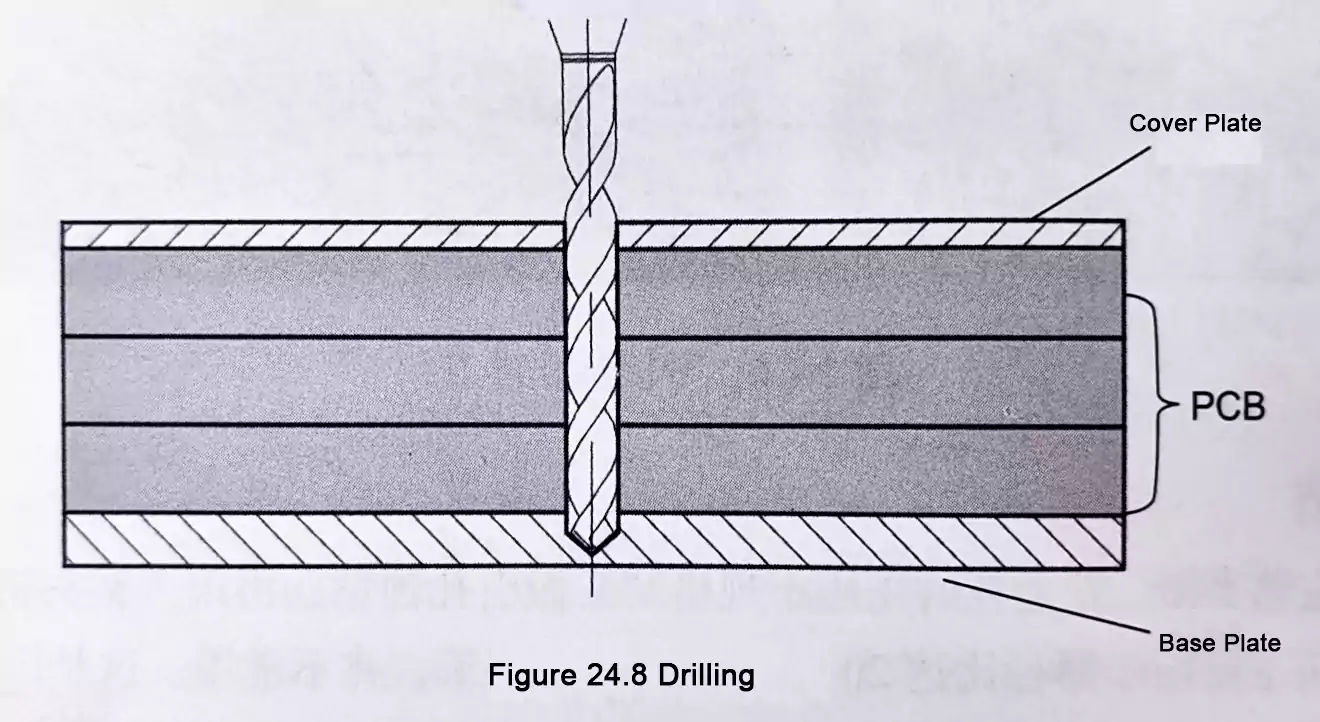
En el taladrado mecánico de PCB, la broca hace mucho más que simplemente abrir un orificio. Influye directamente en la precisión de posición del agujero, la calidad de la pared del orificio, el riesgo de rotura de la herramienta y el coste total del proceso de taladrado. A medida que los productos PCB exigen una mayor calidad de perforación, los tipos de brocas para PCB y sus geometrías han evolucionado más allá de los diseños tradicionales.
Este artículo explica los tipos de brocas para PCB más habituales y los puntos clave del reafilado de brocas para PCB, con el objetivo de ayudar a comprender mejor la selección de la herramienta, las diferencias estructurales y la gestión de la vida útil de la broca en la fabricación de placas de circuito impreso.
Formas habituales de clasificar los tipos de brocas para PCB
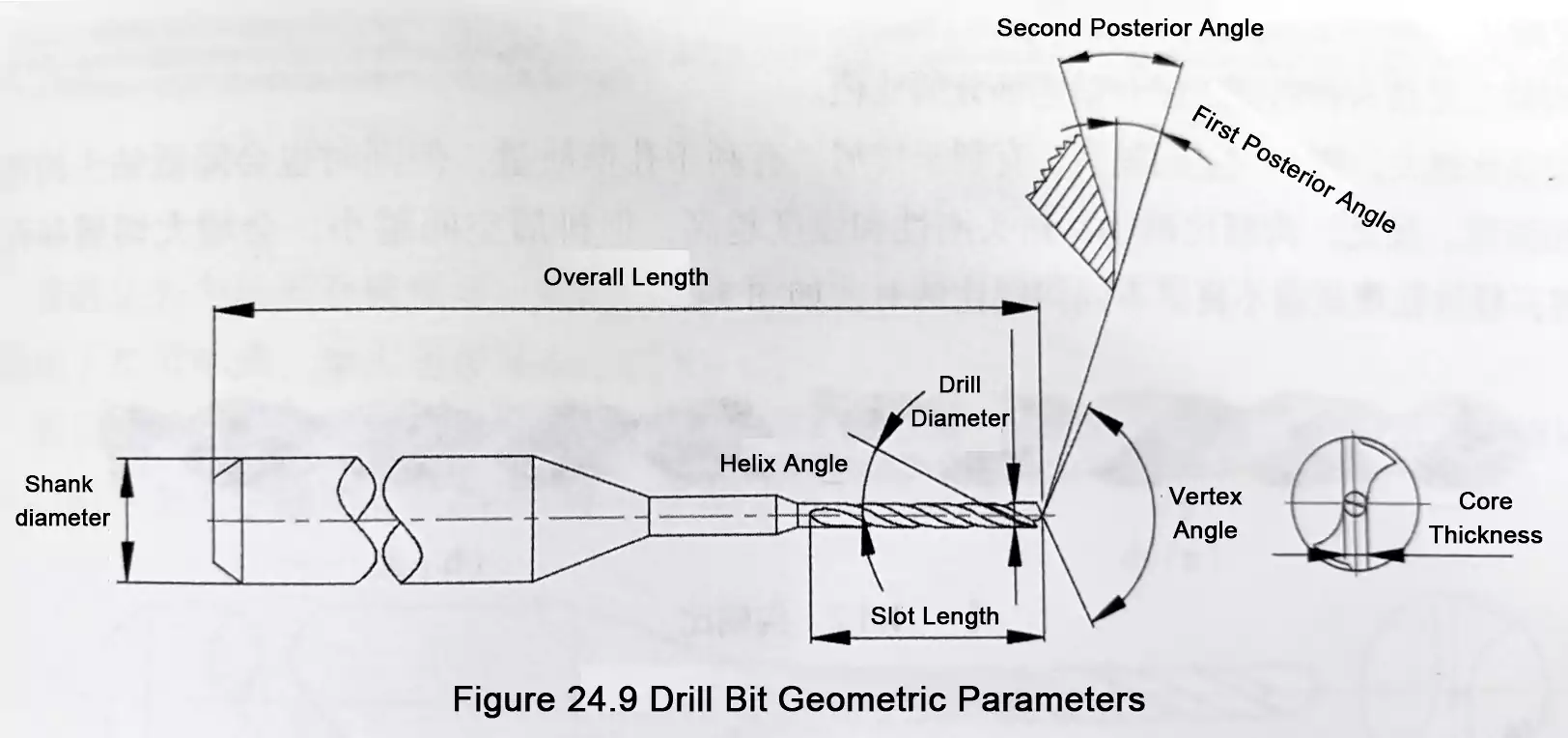
Los tipos de brocas para PCB pueden clasificarse de varias maneras, entre ellas por diámetro del mango, dimensiones generales, diseño de filos de corte y ranuras, y forma de la parte frontal de la broca. Cada clasificación responde a distintos requisitos de máquina, características de taladrado y criterios de coste.
1. Clasificación por diámetro del mango

Según los requisitos de la máquina del cliente, las brocas para PCB más comunes suelen dividirse en dos categorías según el diámetro del mango:
- brocas con mango de 3,175 mm
- brocas con mango de 2,0 mm
El diámetro del mango afecta principalmente a la compatibilidad con el husillo y la pinza, por lo que es una de las especificaciones más básicas en el mecanizado de PCB.
2. Clasificación por dimensiones generales

Según sus dimensiones generales, los tipos de brocas para PCB suelen dividirse en dos grupos:
Brocas de tipo estándar
Son aquellas cuyo diámetro de corte es menor o igual que el diámetro del mango:
diámetro de la broca ≤ diámetro del mango
Brocas de tipo ID
Son aquellas cuyo diámetro de corte es mayor que el diámetro del mango:
diámetro de la broca > diámetro del mango
Esta clasificación refleja la relación dimensional entre la parte de corte y el mango, lo que puede influir en el rango de aplicación y en el comportamiento de la broca durante el taladrado.
Tipos de brocas para PCB según el diseño de filos de corte y ranuras
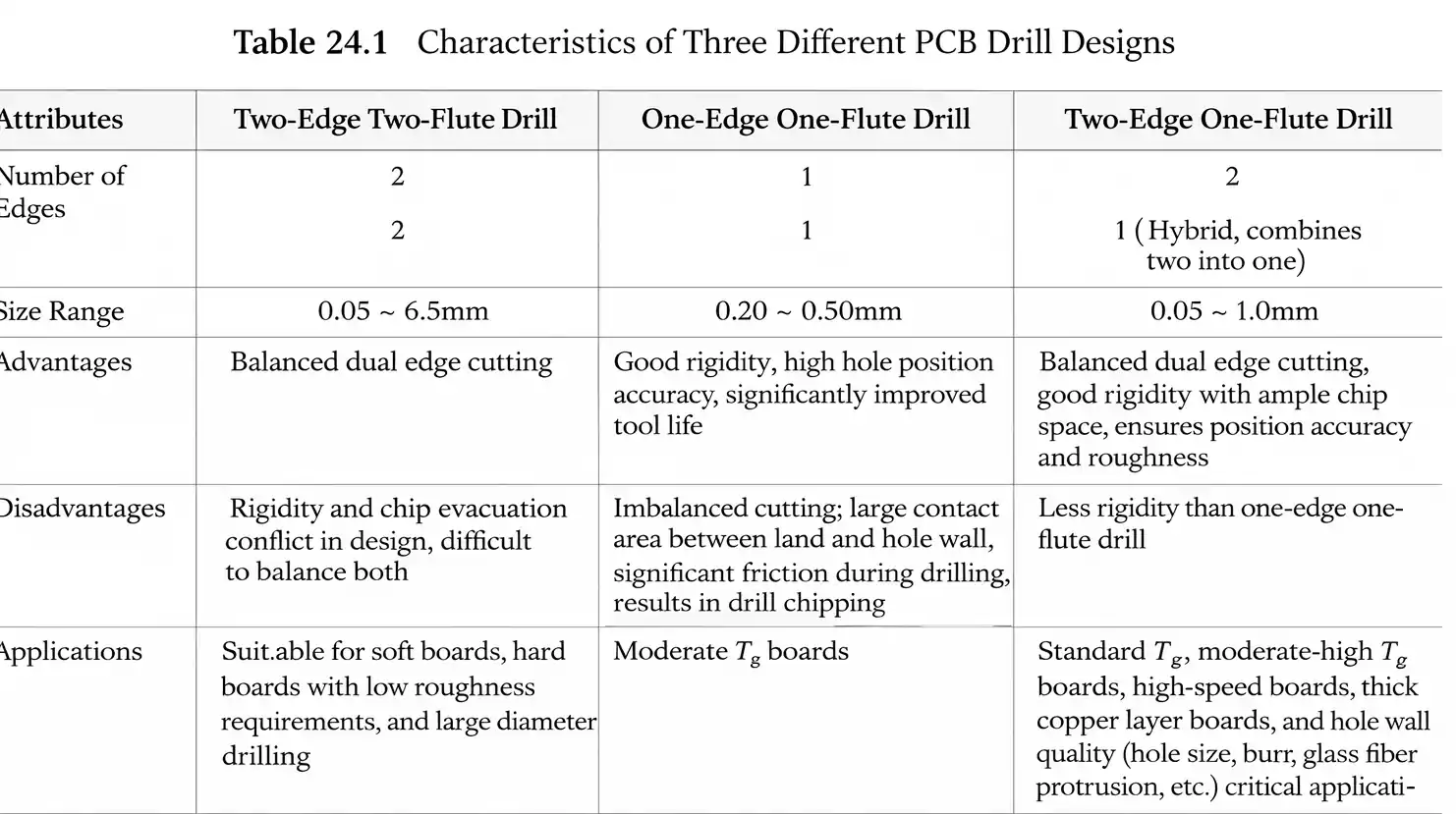
Las brocas convencionales para PCB suelen diseñarse con dos filos de corte y dos ranuras. Sin embargo, a medida que la industria PCB ha ido imponiendo requisitos más estrictos de calidad de perforación —especialmente en aspectos como la precisión de posición del agujero y la rugosidad de la pared del orificio— se han desarrollado nuevos diseños, entre ellos las brocas de dos filos y una ranura y las de un filo y una ranura.
Según el número de filos de corte y ranuras, los tipos de brocas para PCB pueden dividirse en tres categorías principales.

1. Broca de dos filos y dos ranuras
Es la estructura más tradicional y la más utilizada. Se considera el diseño estándar en el taladrado convencional de PCB y sigue siendo habitual en aplicaciones de fabricación rutinarias.
2. Broca de dos filos y una ranura
Este tipo forma parte de las geometrías más recientes desarrolladas a partir del diseño tradicional. A medida que aumentaron las exigencias de calidad de perforación, esta configuración empezó a utilizarse para cumplir estándares de proceso más altos.
3. Broca de un filo y una ranura
También se trata de un diseño más reciente, desarrollado para mejorar la calidad de perforación en determinadas condiciones de proceso. Igual que la estructura de dos filos y una ranura, refleja el esfuerzo del sector por optimizar el rendimiento de la broca en aplicaciones más exigentes.
En términos generales, la evolución del diseño de filos y ranuras responde a la necesidad de equilibrar mejor varios factores críticos:
- precisión de posición del agujero
- calidad de la pared del orificio
- estabilidad de corte
- riesgo de rotura de la herramienta
- eficiencia de proceso y coste
En otras palabras, el diseño de brocas para PCB ya no consiste únicamente en hacer agujeros, sino en producir agujeros más precisos, más consistentes y con menos defectos.
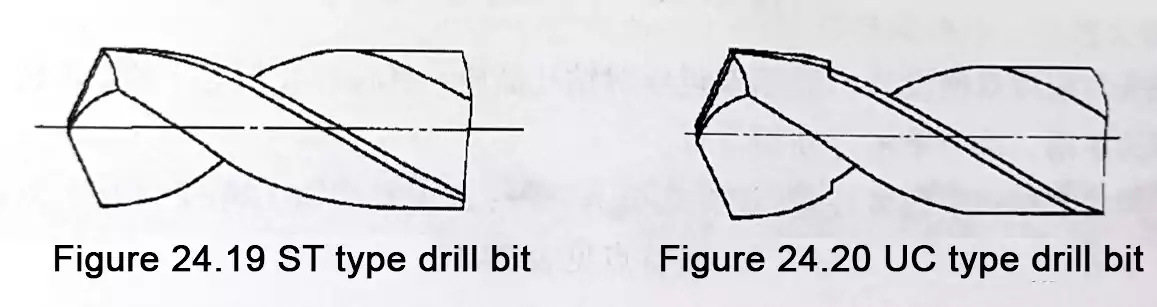
Clasificación por la forma frontal: brocas ST y UC
Además de la configuración de filos y ranuras, la forma de la parte frontal de la broca es otro criterio importante de clasificación en el taladrado de PCB. Según esta geometría frontal, los tipos de brocas para PCB pueden dividirse en dos grandes grupos:
- ST (Straight Drill)
- UC (Under Cut Drill)
La diferencia entre broca ST y broca UC es especialmente importante al evaluar el calor generado durante el taladrado, el contacto con la pared del orificio, la vida útil en reafilado y el coste de mecanizado.
1. Broca tipo ST
Una broca ST es una broca convencional cuyo cuerpo es recto. En términos sencillos, se trata de una broca estándar de cuerpo recto.
Sus características principales son las siguientes.
Desventajas
- La superficie de contacto entre la broca y la pared del orificio es relativamente grande.
- Durante el taladrado se genera una gran cantidad de calor de corte.
- Un exceso de calor puede provocar una mala calidad de la pared del orificio.
Ventajas
- Fabricación sencilla
- Permite más reafilados
- Ofrece una mejor rigidez general
Debido a estas características, las brocas ST son más fáciles de fabricar y ofrecen una vida útil mayor en términos de reafilado, lo que las hace favorables desde el punto de vista del coste y la rigidez. Sin embargo, su mayor superficie de contacto y la mayor generación de calor pueden ser una desventaja cuando se exige una calidad superior de la pared del agujero.
2. Broca tipo UC
Una broca UC presenta un diámetro reducido en la parte trasera del cuerpo.
Sus características principales incluyen:
Ventajas
- Menor superficie de contacto entre la broca y la pared del orificio
- Reduce de forma eficaz el calor de corte durante el taladrado
- Ayuda a reducir defectos en la pared del orificio y mejora la calidad del agujero
Desventajas
- Permite significativamente menos reafilados que las brocas ST
- Puede aumentar el coste del taladrado
Esto significa que las brocas UC son más adecuadas para aplicaciones en las que la calidad de la pared del orificio es prioritaria. Al reducir la superficie de contacto y el calor de corte, ayudan a mejorar la calidad del taladrado. Sin embargo, esta ventaja viene acompañada de una vida útil menor en reafilado y, potencialmente, de un mayor coste de herramienta.
3. Diferencias clave entre brocas ST y UC
Desde un punto de vista práctico, las principales diferencias entre brocas ST y brocas UC pueden resumirse así:
Superficie de contacto
- ST: mayor
- UC: menor
Calor de corte
- ST: más alto
- UC: más bajo
Calidad de la pared del orificio
- ST: mayor probabilidad de provocar defectos en la pared del orificio
- UC: más favorable para mejorar la calidad de la pared del orificio
Capacidad de reafilado
- ST: permite más reafilados
- UC: permite menos reafilados
Coste
- ST: generalmente más rentable en términos de reutilización de la herramienta
- UC: normalmente más costosa debido a su menor vida útil en reafilado
En la práctica, elegir entre una broca ST y una broca UC suele depender del equilibrio entre la calidad de perforación requerida y el coste de uso de la herramienta.
Puntos clave en el reafilado de brocas para PCB
En el taladrado de PCB, las brocas no siempre se utilizan una sola vez. Para mejorar el aprovechamiento de la herramienta y controlar los costes, es habitual realizar el reafilado de brocas usadas. Sin embargo, el reafilado de brocas para PCB no consiste simplemente en afilar de nuevo la punta. Es un proceso crítico que influye directamente en la calidad del taladrado y en el riesgo de rotura de la herramienta.
Los principales puntos de control en el reafilado de brocas para PCB pueden entenderse a través de tres aspectos:
- cantidad de reafilado
- calidad del reafilado
- número de reafilados
1. Cantidad de reafilado: no se trata solo del filo de corte
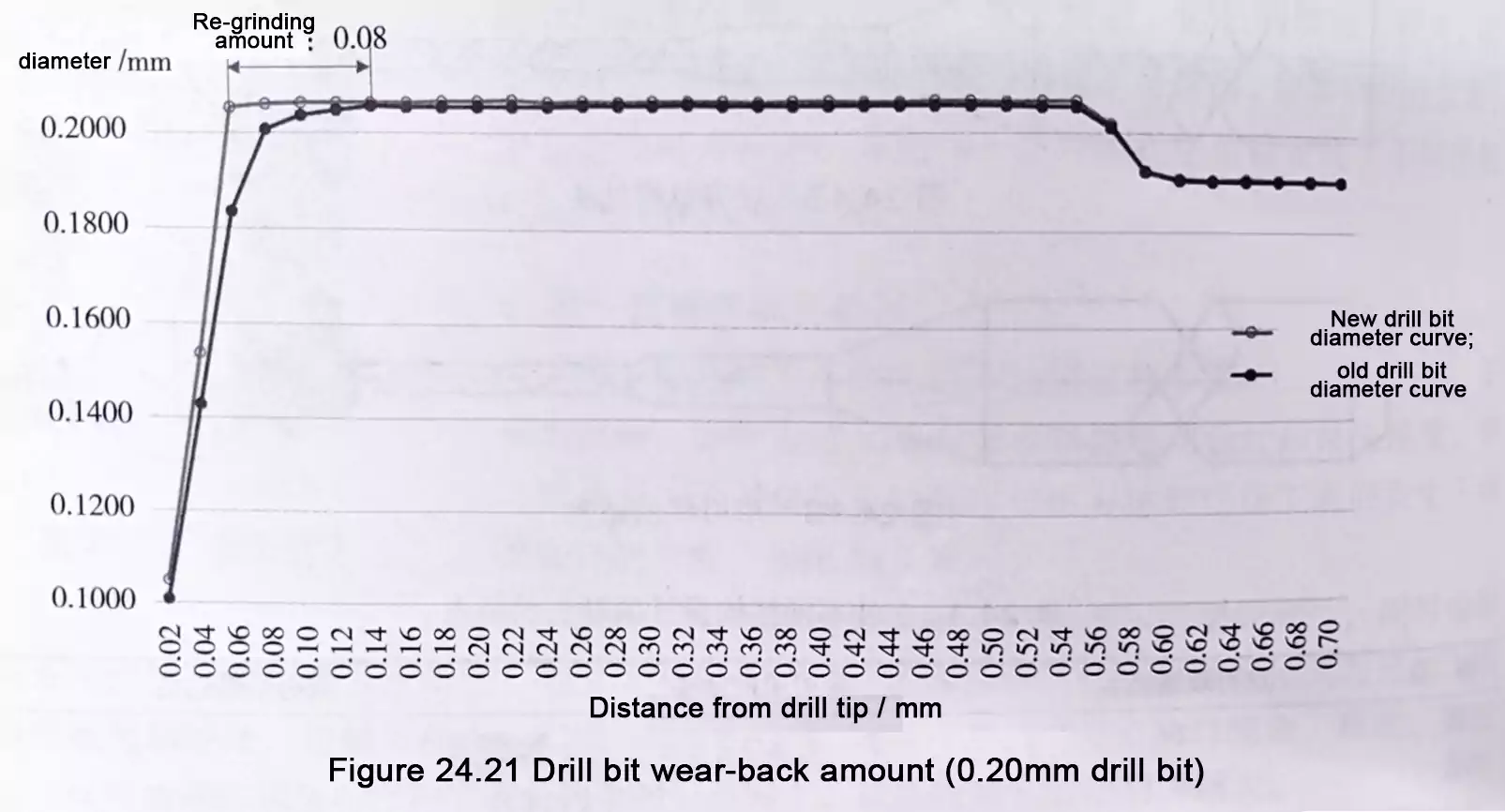
Tras el uso, tanto la cara de corte como la margen de la broca sufren desgaste. Durante el reafilado no basta con eliminar únicamente el desgaste de la cara de corte. También es necesario retirar una determinada longitud para eliminar el desgaste de la margen. Esa longitud retirada se denomina cantidad de reafilado.
Esto significa que el reafilado de brocas para PCB no consiste únicamente en restaurar el afilado de la punta. Toda la zona desgastada del área activa de corte debe eliminarse correctamente. Si la cantidad de reafilado es insuficiente, pueden quedar zonas desgastadas que seguirán afectando al rendimiento de perforación.
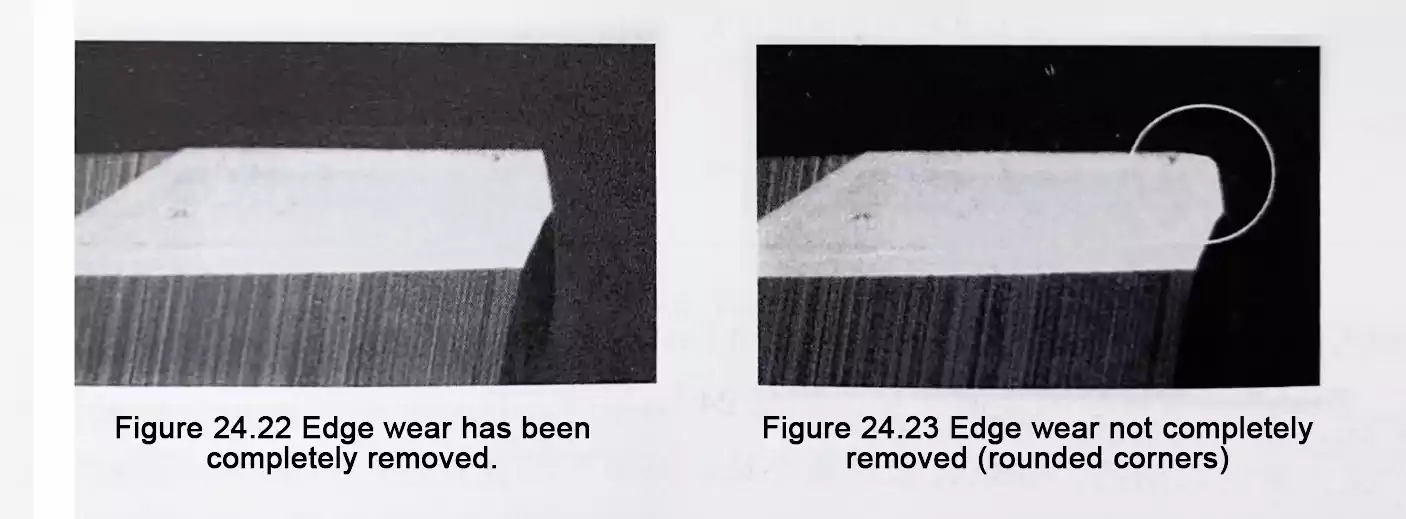
2. Calidad del reafilado: las zonas desgastadas deben eliminarse por completo
Después del reafilado, la zona desgastada del filo debe eliminarse completamente. De lo contrario, pueden aparecer varios problemas:
- reducción de la precisión de posición del agujero
- mala calidad de la pared del orificio
- en casos graves, rotura de la broca
En otras palabras, una mala calidad de reafilado en brocas para PCB no solo reduce el rendimiento de la herramienta. También puede introducir riesgos importantes de proceso y calidad cuando la broca vuelve a producción.
3. Número de reafilados: las brocas UC requieren una atención especial
En el caso de las brocas UC, el número admisible de reafilados no puede determinarse únicamente por la cantidad de veces que la broca ya ha sido reafilada. El factor clave es si la longitud de la cabeza UC sigue siendo suficiente.
Esto significa que:
- la zona UC no debe quedar demasiado corta
- el límite de reafilado lo determina la longitud de la cabeza UC
Este es un punto importante en la gestión de la herramienta. Aunque las brocas UC ofrecen una mejor calidad de agujero, son más sensibles a los cambios dimensionales después del reafilado y, por tanto, requieren un control más estricto.
4. Requisito de longitud de cabeza UC en brocas de pequeño diámetro
Para brocas con 0D ≤ 0,50 mm, generalmente se recomienda mantener una longitud de cabeza UC de 0,25 mm o más.
Si la cabeza UC queda demasiado corta, puede provocar:
- mala calidad del agujero
- agujeros subdimensionados
Esto demuestra que, en el taladrado de pequeños diámetros, el control dimensional tras el reafilado es especialmente importante. Incluso si la broca todavía puede perforar físicamente, una longitud insuficiente de la cabeza UC puede ser suficiente para generar problemas de calidad.
Relación entre los tipos de brocas para PCB y el reafilado
Los tipos de brocas para PCB y la gestión del reafilado no deben tratarse como cuestiones separadas. En la práctica, están estrechamente relacionados.
Por ejemplo:
- Las brocas ST ofrecen una mejor rigidez y más posibilidades de reafilado, por lo que son más adecuadas cuando la vida útil de la herramienta y la eficiencia de coste son prioritarias.
- Las brocas UC están más indicadas para aplicaciones que requieren una mejor calidad de la pared del orificio, pero su vida útil en reafilado es más limitada porque debe mantenerse la longitud de la cabeza UC.
- Los nuevos diseños de filos y ranuras reflejan la creciente atención del sector a la precisión de posición del agujero, la calidad superficial y la estabilidad del taladrado.
- La cantidad y la calidad del reafilado determinan directamente si una broca reafilada puede seguir cumpliendo los requisitos del proceso.
Desde el punto de vista de fabricación, una broca no debe evaluarse solo por si todavía puede seguir taladrando. También debe valorarse si sigue siendo capaz de cumplir con la calidad de agujero requerida. En la producción de PCB de alta densidad y alta precisión, la elección de la geometría de la broca y los estándares de reafilado de brocas para PCB pueden afectar directamente tanto al rendimiento productivo como al coste.
FAQ
¿Cuáles son los principales tipos de brocas para PCB?
Los principales tipos de brocas para PCB pueden clasificarse por diámetro del mango, dimensiones generales, geometría de filos y ranuras, y forma frontal.
¿Cuál es la diferencia entre una broca ST y una broca UC?
Las brocas ST ofrecen mayor rigidez y permiten más reafilados. Las brocas UC reducen la superficie de contacto y el calor de corte, lo que ayuda a mejorar la calidad de la pared del orificio.
¿Por qué es importante el reafilado de brocas para PCB?
El reafilado de brocas para PCB restaura el rendimiento de corte, prolonga la vida útil de la herramienta y ayuda a mantener una calidad de perforación más estable.
¿Qué determina el número permitido de reafilados?
Depende principalmente de la geometría de la broca y de las dimensiones restantes después del reafilado. En las brocas UC, el factor principal es la longitud de la cabeza UC.
¿Qué problemas puede causar un reafilado deficiente?
Un reafilado deficiente puede provocar desviación de la posición del agujero, mala calidad de la pared del orificio, agujeros subdimensionados e incluso rotura de la herramienta.
¿Qué tipo de broca es mejor para la calidad de la pared del orificio?
En general, las brocas UC son más adecuadas cuando se exige una alta calidad de la pared del orificio, ya que reducen el calor de corte durante el taladrado.
Conclusión
Comprender los diferentes tipos de brocas para PCB es esencial para seleccionar la geometría adecuada de la herramienta, mejorar la calidad del taladrado y controlar mejor la vida útil de la herramienta en la fabricación de PCB. Desde el diámetro del mango y las dimensiones generales hasta la geometría de las ranuras y la forma frontal, cada tipo de broca se ha desarrollado para responder a requisitos específicos de proceso.
Al mismo tiempo, el reafilado de brocas para PCB desempeña un papel clave en el mantenimiento del rendimiento de perforación. En la comparación entre ST y UC, las brocas UC ofrecen ventajas claras en la reducción del calor de corte y la mejora de la calidad de la pared del orificio, pero también exigen un control más estricto de los límites de reafilado. Por ello, tanto la elección adecuada de la broca como una buena gestión del reafilado son fundamentales para conseguir una calidad de agujero estable y una producción rentable.