El taladrado de PCB es uno de los procesos más críticos en la fabricación de placas de circuito impreso. La calidad del taladrado en PCB afecta directamente a procesos posteriores como el depósito químico de cobre, el galvanizado, la formación de imagen y la interconexión entre capas. También tiene un impacto importante en la calidad de los agujeros, el rendimiento eléctrico, la fiabilidad mecánica y la durabilidad a largo plazo de la placa terminada.
Por ello, utilizar métodos de evaluación adecuados para los agujeros taladrados es esencial tanto para el control del proceso como para el aseguramiento de la calidad en la fabricación de PCB.
En este artículo se explican ocho criterios clave de inspección que se utilizan habitualmente para evaluar la calidad del taladrado PCB e identificar defectos comunes de taladrado:
- diámetro del agujero taladrado
- precisión de posición del agujero
- rugosidad de la pared del agujero
- rebabas
- nail heading
- wicking
- haloing
- agujeros obstruidos
Diámetro del agujero taladrado
1. ¿Qué es el diámetro del agujero taladrado?
El diámetro del agujero taladrado es el diámetro del agujero inmediatamente después de ser perforado mecánicamente en un panel PCB monocara, de doble cara o multicapa. En esta fase, el agujero todavía no ha sido metalizado, por lo que no existe una capa conductora en la pared del agujero.
Esto se diferencia del diámetro final del agujero, que se refiere al diámetro del agujero en la PCB ya terminada. En el caso de los agujeros metalizados pasantes, se depositan cobre y otras capas metálicas sobre la pared del agujero en procesos posteriores, por lo que el diámetro final es menor que el diámetro original tras el taladrado. Esta relación dimensional es una parte básica de la inspección de la calidad de los agujeros en PCB.
2. Métodos de inspección habituales
Las herramientas y métodos más utilizados para comprobar el diámetro del agujero taladrado incluyen:
- calibres de pasador
- sistemas de medición por visión
- máquinas de inspección de agujeros
- análisis de sección transversal horizontal
3. Criterio de aceptación típico
Un criterio habitual de evaluación para el diámetro del agujero taladrado es:
D ± 0,025 mm
donde D es el diámetro objetivo de taladrado.
Las tolerancias reales pueden variar en función de los estándares internos de control del fabricante de PCB y de los requisitos del cliente.
Precisión de posición del agujero
1. ¿Qué es la precisión de posición del agujero?
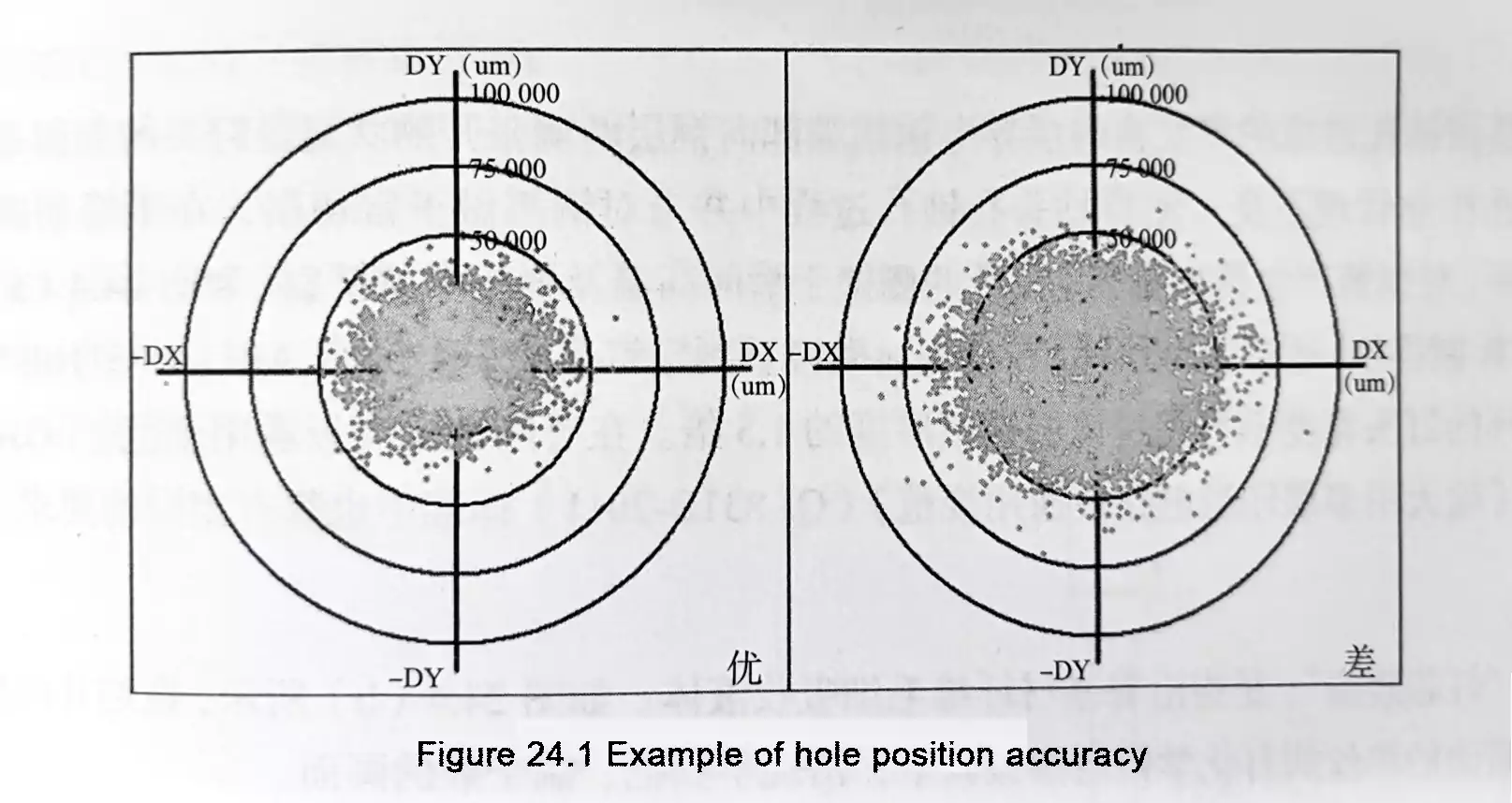
La precisión de posición del agujero describe hasta qué punto la ubicación real del agujero taladrado coincide con la posición prevista en el diseño. Es uno de los indicadores más importantes de la precisión del taladrado y de la calidad global del taladrado PCB.
Una mala precisión de posición puede provocar:
- agujeros descentrados
- reducción del anillo anular
- breakout en capas internas
- interconexión entre capas poco fiable
- menor rendimiento final
2. El Cpk como métrica principal de evaluación
En la industria del PCB, la precisión de posición del agujero suele medirse mediante el índice de capacidad del proceso, normalmente expresado como Cpk o Cp.
El Cpk refleja la capacidad real de fabricación de un proceso cuando opera en un estado estable y bajo control a lo largo del tiempo. En otras palabras, indica con qué consistencia el proceso de taladrado cumple el estándar de calidad requerido.
Esta capacidad está influida por la combinación de cinco factores principales de calidad:
- operario
- máquina
- materias primas
- método de proceso
- entorno de producción
Un valor de Cpk más alto significa que el proceso de taladrado es más estable y mantiene mejor la precisión de posición del agujero.
3. Métodos de inspección habituales
La precisión de posición del agujero suele medirse mediante:
- máquinas de inspección de posición de agujeros
Para comprobaciones cualitativas, como determinar si existe desplazamiento del agujero, los fabricantes también pueden utilizar:
- película roja
- mapas de puntos
4. Requisito típico en la industria
En la fabricación de PCB, un requisito habitual es:
Cpk ≥ 1,33 (±3 mil)
Esto indica que el proceso de taladrado debe tener suficiente estabilidad y capacidad productiva.
Rugosidad de la pared del agujero
1. ¿Qué es la rugosidad de la pared del agujero?
La rugosidad de la pared del agujero se refiere a la irregularidad de la pared del agujero causada por el corte y la fricción durante el taladrado.
Un exceso de rugosidad puede generar varios riesgos:
- mala cobertura del cobre químico
- menor adherencia del recubrimiento
- mayor riesgo de defectos en la pared del agujero
- reducción de la fiabilidad de las interconexiones metalizadas
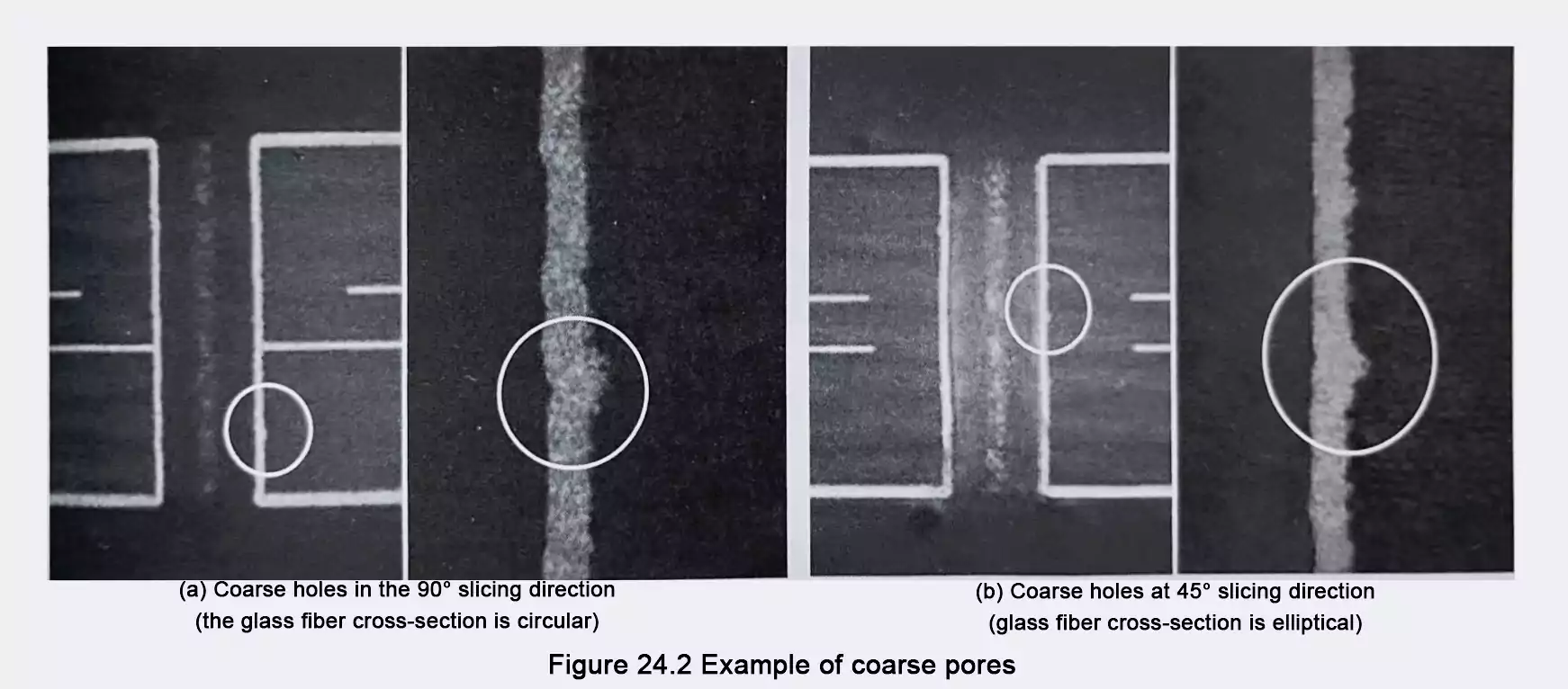
2. Por qué importa la dirección de la sección transversal
Como los laminados PCB contienen fibra de vidrio tejida, la dirección en la que se realiza la sección del agujero influye de forma importante en la rugosidad observada. Las dos direcciones de sección más comunes son:
- 90° respecto al tejido de fibra de vidrio
- 45° respecto al tejido de fibra de vidrio
En la práctica, la rugosidad observada en una sección a 45° suele ser considerablemente mayor que la observada en una sección a 90°.
Por ese motivo, la dirección de inspección estándar en el sector suele ser:
90° respecto al tejido de fibra de vidrio
3. Estándar de control típico
Un objetivo interno de control bastante común es:
menos de 30 μm
Además, la guía IPC-DR-572A, Printed Board Drilling Guide, recomienda controlar la rugosidad del agujero por debajo de:
25 μm
Sin embargo, dicha guía no especifica:
- la dirección de la sección utilizada para la medición
- el diámetro del agujero evaluado
4. Consideraciones prácticas
En la producción real, puede resultar difícil mantener la rugosidad por debajo de 25 μm en condiciones como:
- agujeros con diámetros superiores a 1,0 mm
- construcciones PCB con múltiples capas de tejido de vidrio 7628
- análisis en sección a 45° respecto al tejido
Por eso, generalmente se recomienda que los fabricantes de PCB definan estándares de aceptación basados en la estructura real del producto y en la capacidad del proceso, y que luego alineen esos criterios con el cliente final.
Rebabas
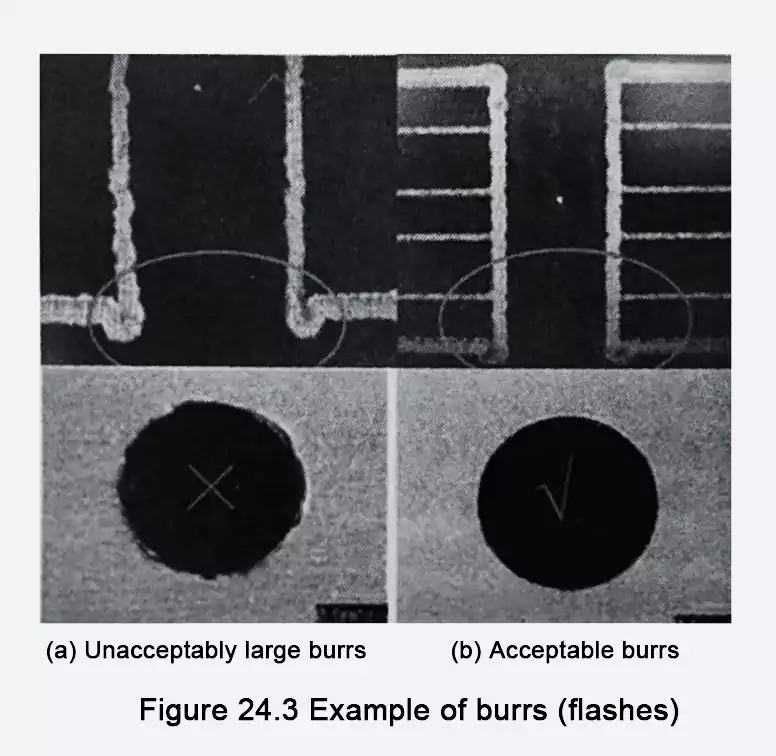
1. ¿Qué son las rebabas?
Una rebaba es un borde elevado o saliente que se forma cuando la lámina de cobre de la superficie de la placa se estira durante el taladrado y no llega a cortarse completamente. Como el cobre es dúctil, puede deformarse en lugar de romperse limpiamente durante el proceso.
Si no se eliminan, las rebabas pueden convertirse en salientes mayores tras el cobre químico y el metalizado, afectando tanto al aspecto como a la fiabilidad. Este es uno de los defectos de taladrado más comunes en el taladrado mecánico de PCB.
2. Dónde suelen aparecer las rebabas
Las rebabas suelen encontrarse en:
- el lado de entrada del panel
- el lado de salida de la placa de respaldo
3. Principales causas de las rebabas
Las causas más comunes incluyen:
- soporte insuficiente del material de entrada o de respaldo
- brocas desafiladas
- número excesivo de impactos por broca
4. Criterios recomendados de aceptación
Para la altura de rebaba, los límites recomendados habitualmente son:
- para diámetros de agujero ≤ 1,25 mm, la altura máxima aceptable es el 1% del diámetro de la broca
- para diámetros de agujero > 1,25 mm, la altura máxima aceptable es de 12 μm
Nail Heading
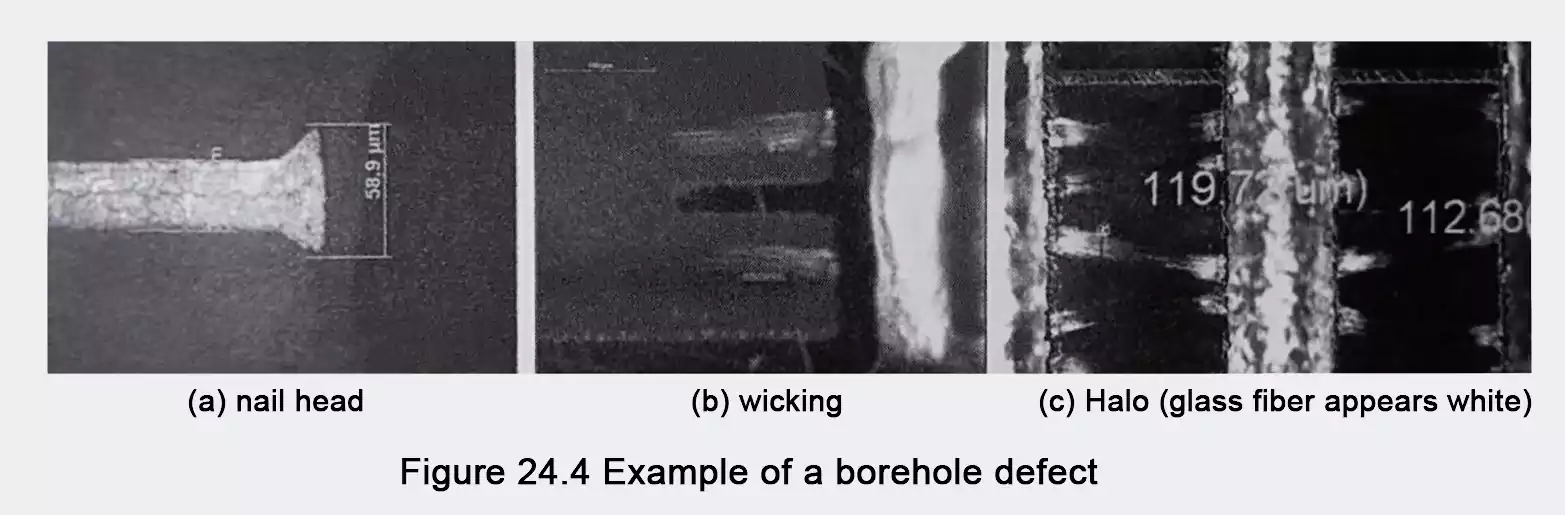
1. ¿Qué es el nail heading?
El nail heading es una condición en PCB multicapa en la que los extremos del cobre conductor de las capas internas se desplazan hacia fuera por ambos lados durante el taladrado.
Se trata, en esencia, de una deformación mecánica del cobre de las capas internas causada por condiciones anómalas de taladrado, y es un defecto importante al evaluar la calidad de los agujeros metalizados pasantes en placas multicapa.
2. Cómo se forma el nail heading
El nail heading suele estar causado por:
- brocas desgastadas
- un control deficiente del proceso de taladrado
Cuando una broca desafilada atraviesa la lámina de cobre, puede dejar de cortarla limpiamente. En su lugar, empuja el cobre hacia los lados bajo alta temperatura y presión. Como resultado, la pared lateral del anillo anular interno se aplana y se expande hacia fuera, formando la típica forma de “cabeza de clavo”.
3. Método de inspección
En la fabricación de PCB, el nail heading suele evaluarse mediante:
- preparación de secciones transversales
- observación de la estructura con microscopio metalográfico
4. Criterios de aceptación
Por ejemplo, la norma MIL-P-55110E especifica que:
la anchura del nail head del pad interno de una placa multicapa no debe superar 1,5 veces el espesor de esa capa de cobre.
El mismo requisito también aparece en:
- GJB362B-2009, General Specification for Rigid Printed Boards
- QJ831B-2011, General Specification for Multilayer Printed Circuit Boards for Aerospace Use
Wicking
1. ¿Qué es el wicking?
El wicking, también conocido como efecto mecha, se refiere a la absorción capilar de líquido a lo largo de las fibras del sustrato.
En una sección transversal de la pared del agujero, cuando el cobre químico penetra en los espacios entre filamentos individuales de los haces de fibra de vidrio expuestos, la microestructura puede presentar un aspecto de escoba o cepillo. Esa apariencia se considera evidencia de wicking.
2. Qué indica el wicking
El wicking sugiere que la estructura fibrosa a lo largo de la pared del agujero ha quedado expuesta, permitiendo que los productos químicos del proceso y el cobre depositado penetren en el haz de fibra de vidrio.
Esto puede afectar al estado de la interfaz de la pared del agujero y suele ser una preocupación importante en aplicaciones PCB de alta fiabilidad.
Haloing
1. ¿Qué es el haloing?
El haloing, también llamado anillo blanco, es una condición en la que el procesamiento mecánico provoca fracturas o separaciones dentro del sustrato, ya sea en la superficie o por debajo de ella.
Normalmente aparece como un blanqueamiento alrededor de un agujero taladrado o de otra zona mecanizada.
2. Cómo se forma el haloing
El haloing está causado por daños mecánicos en el laminado. Durante el taladrado u otras operaciones de mecanizado, una fuerza de corte excesiva, la fricción o unas condiciones de proceso inadecuadas pueden dañar la interfaz entre resina y fibra de vidrio, creando una zona visiblemente blanquecina.
3. Requisito de aceptación
La distancia de penetración del halo no debe superar:
- 2,5 mm, o
- el 50% de la distancia al conductor más cercano
El haloing no es solo un problema estético. Puede indicar daño estructural en el material base, por lo que resulta especialmente importante en productos PCB de alta fiabilidad.
Agujeros obstruidos
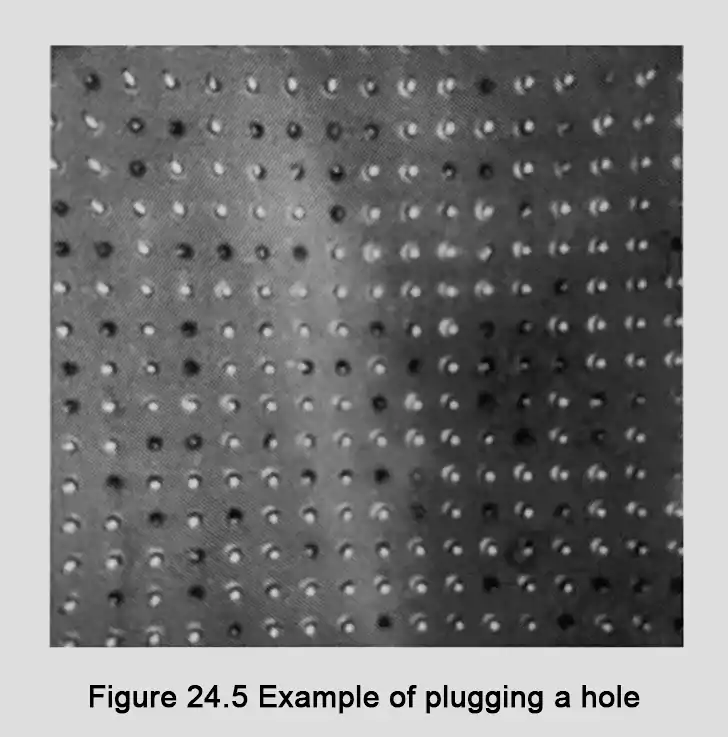
1. ¿Qué son los agujeros obstruidos?
Durante el taladrado de PCB, si las virutas no se eliminan de forma eficaz, pueden quedar atrapadas dentro del agujero y provocar una condición de agujero obstruido.
Este es otro punto importante dentro de los criterios de inspección de agujeros taladrados en PCB.
2. Principales causas de los agujeros obstruidos
Los agujeros obstruidos suelen deberse a:
- espacio insuficiente para la evacuación de viruta en la broca
- vacío o aspiración insuficiente
- espesor excesivo de la placa
- mala evacuación de virutas durante el taladrado
3. Por qué importan los agujeros obstruidos
Los agujeros obstruidos pueden afectar seriamente a los procesos posteriores, incluyendo:
- estado anómalo de la pared del agujero
- mala cobertura del cobre químico
- mala calidad de metalizado
- material extraño retenido dentro del agujero
- menor fiabilidad de la interconexión
Por este motivo, los agujeros obstruidos se consideran un defecto crítico que debe controlarse durante el taladrado.
Por qué es importante evaluar la calidad del taladrado PCB
Como muestran estos ocho criterios, la calidad del taladrado PCB no puede juzgarse simplemente por el hecho de que el agujero se haya perforado con éxito. Debe evaluarse desde múltiples perspectivas, incluyendo tamaño, posición, estado de la pared del agujero, deformación del cobre, daño del sustrato y evacuación de viruta.
Estos criterios de inspección son importantes por varias razones.
1. Ayudan a garantizar la estabilidad de los procesos posteriores
La calidad del taladrado afecta directamente a:
- depósito químico de cobre
- galvanizado
- formación de imagen
- alineación en laminación
- fresado y perfilado
- ensayos eléctricos
Si la calidad del agujero es inestable durante el taladrado, controlar el rendimiento de las etapas posteriores resulta mucho más difícil.
2. Mejoran la fiabilidad de la interconexión eléctrica
Especialmente en placas multicapa y agujeros metalizados pasantes, problemas como la rugosidad de la pared del agujero, el nail heading y el wicking están estrechamente relacionados con la fiabilidad a largo plazo de las conexiones eléctricas entre capas.
3. Reducen el riesgo de defectos en lote
Al definir estándares claros para el diámetro del agujero, la precisión de posición, las rebabas, el haloing y otros defectos de taladrado, los fabricantes pueden construir un sistema de control de proceso más estable y reducir el riesgo de problemas de producción a gran escala.
4. Ayudan a alinear los estándares entre fábrica y cliente
Algunos parámetros, como la rugosidad de la pared del agujero y el haloing, pueden variar según la estructura del material, el diámetro del agujero y la dirección de la sección transversal. Por ello, a menudo es necesario acordar estándares prácticos de aceptación con el cliente final.
Conclusión
El taladrado de PCB puede parecer una etapa básica de fabricación, pero en realidad es uno de los procesos más importantes para la calidad y la fiabilidad de la placa. Desde el diámetro del agujero y la precisión de su posición hasta la rugosidad de la pared, los defectos de PCB, las rebabas, el nail heading, el wicking, el haloing y los agujeros obstruidos, cada elemento de evaluación se corresponde con un riesgo de proceso específico y con una posible preocupación de fiabilidad.
Para los fabricantes de PCB, la clave para mejorar la calidad del taladrado PCB es establecer un sistema completo de evaluación y combinarlo con un control adecuado del estado del equipo, la vida útil de la broca, la estructura del laminado y los requisitos del cliente. Solo así podrán mejorar la consistencia del proceso, el rendimiento final,