Même avec un routage impeccable, une fabrication sans défaut et une ligne SMT qui semble tourner parfaitement, un problème très courant peut transformer un excellent projet en une série coûteuse de retouches : le warpage (déformation) de la carte.
Ce léger cintrage (bow) ou vrillage (twist) — parfois à peine visible — peut perturber l’alignement des composants, dégrader la qualité des joints de soudure et créer des risques de fiabilité « cachés » qui n’apparaissent qu’après plusieurs mois en conditions réelles.
Ce guide explique ce qu’est le warpage, pourquoi il est critique pour l’assemblage et les performances des signaux, et quelles actions concrètes les concepteurs, les fabricants et les équipes d’assemblage peuvent mettre en place pour l’éviter.
Qu’est-ce que le warpage d’une carte (PCB Warpage) ?
Le warpage correspond au fait qu’un circuit imprimé se courbe ou se vrille au point de ne plus rester parfaitement plan. Au lieu de rester dans un même plan, la carte se déforme sous l’effet de contraintes mécaniques ou thermiques lors de la fabrication, du stockage ou du brasage en refusion (reflow).
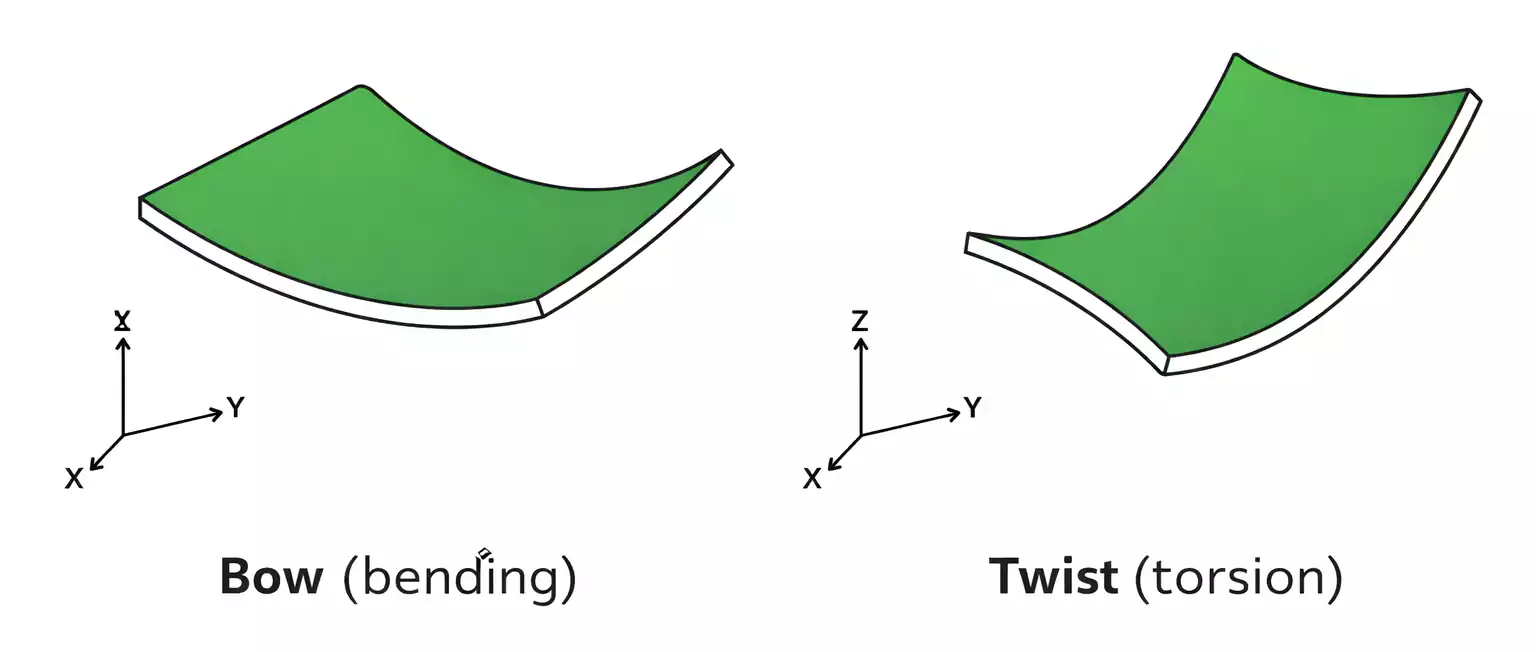
On distingue deux formes principales de déformation :
1) Bow (cintrage)
La carte se courbe comme un arc sur sa longueur ou sa largeur. Les quatre coins restent généralement dans le même plan, mais le centre de la carte remonte ou s’affaisse.
2) Twist (vrillage)
Un coin se soulève alors que les autres restent proches du plan, donnant une forme « d’hélice ».
Ce cas est souvent plus problématique pour l’alignement des composants, car l’angle crée une coplanarité irrégulière sur l’ensemble de la carte.
Le cintrage et le vrillage sont tous deux des types de warpage. Ils partagent souvent les mêmes causes, mais les distinguer facilite le diagnostic et la prévention.
Pourquoi le warpage affecte-t-il l’alignement des composants — et même l’intégrité du signal ?
Beaucoup d’ingénieurs considèrent le warpage uniquement comme un problème de soudabilité en SMT. En réalité, ses impacts vont bien au-delà du rendement de production.
1) Impact sur l’alignement des composants (le plus visible, le plus coûteux)
Une carte déformée n’offre plus une surface d’assemblage parfaitement plane. Cela influence directement :
- La coplanarité des pads pour les composants BGA, QFN, QFP et les connecteurs
- La précision de placement lors du pick-and-place
- Le contact de la pâte à braser entre le pochoir et les pads
- Le comportement de mouillage en refusion, augmentant les risques de :
- Courts-circuits ouverts (Opens)
- Head-in-pillow
- Vides (Voids)
- Ponts de soudure (Bridges)
- Effet tombstoning (redressement des passifs)
Une carte qui se déforme de quelques dixièmes de millimètre peut représenter des milliers d’euros de rebut ou de retouche.
2) Impact indirect sur l’intégrité du signal (Signal Integrity)
Le warpage ne modifie pas directement l’impédance, mais il influence les conditions mécaniques de fonctionnement des composants et connecteurs haute vitesse.
Par exemple :
- Mauvais alignement des connecteurs haute vitesse → contact intermittent
- Contraintes sur composants press-fit ou fixations mécaniques → microfissures et jitter
- Montage forcé d’une carte déformée → contraintes sur plans de référence ou joints de soudure
En bref : une planéité insuffisante dégrade l’environnement électrique, en particulier dans les designs haute densité et haute vitesse.
Quelle déformation de PCB est acceptable ?
Dans l’industrie, on utilise couramment des limites « pratiques » pour le bow et le twist :
- ≤ 0,75 % de la diagonale de la carte pour les assemblages SMT
- ≤ 1,5 % pour les applications non SMT
Exemple :
Si la diagonale d’un PCB est de 300 mm, la déformation autorisée est :
0,75 % × 300 mm = 2,25 mm
Au-delà, on observe généralement des erreurs de placement, des problèmes de coplanarité ou un mauvais alignement fonctionnel des connecteurs.
Pourquoi les PCB se déforment-ils ?
Le warpage provient d’un déséquilibre de contraintes : le cuivre, la fibre de verre et la résine se dilatent et se contractent à des vitesses différentes lors des cycles de chauffe/refroidissement. Cette différence crée un mouvement asymétrique qui plie la carte vers le côté qui se contracte le plus vite.
1) Empilage asymétrique (Asymmetrical Stackup)
Si l’épaisseur des diélectriques, les masses de cuivre ou le taux de résine ne sont pas symétriques entre le dessus et le dessous, les contraintes s’accumulent de manière inégale lors du lamination et de la refusion.
2) Répartition de cuivre inégale
De grandes zones de cuivre chauffent et refroidissent différemment des zones peu chargées.
Cela crée des dilatations/contractions localisées qui courbent le PCB.
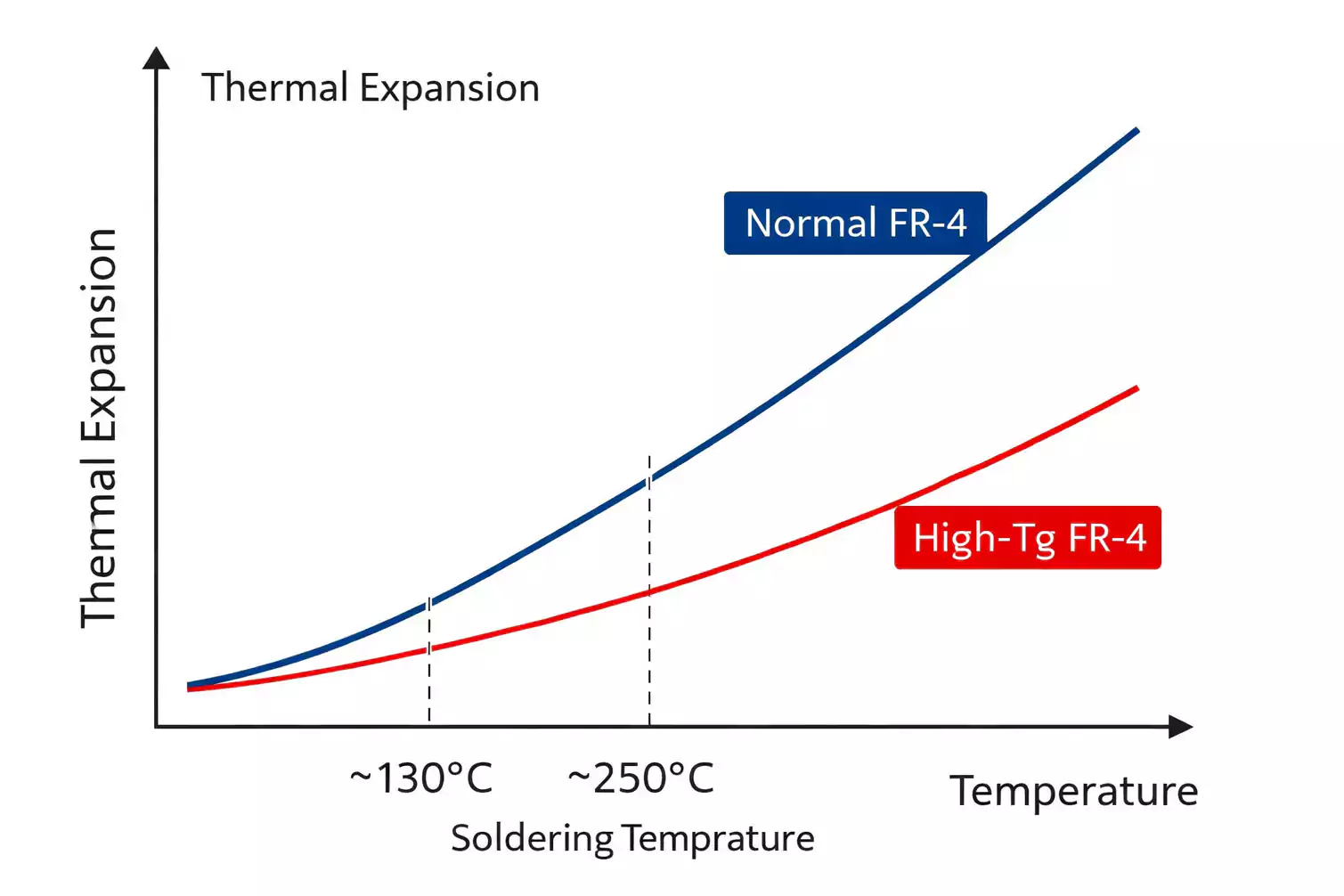
3) Limites matériaux — Tg bas, CTE élevé
Des matériaux à faible Tg (température de transition vitreuse) se ramollissent fortement en refusion.
- Matériau ramolli = plus de déformation sous l’effet de la gravité
- CTE élevé = dilatation et contraction plus importantes
Les cartes fines (0,8 mm ou moins) sont particulièrement sensibles.
4) Absorption d’humidité
Le FR-4 est hygroscopique. L’humidité piégée peut se vaporiser pendant la refusion, créant une pression interne, des micro-décollements (microdelamination) et du warpage.
5) Contraintes résiduelles liées au lamination et au process
Pendant la fabrication PCB :
- Surpression
- Flux de résine inégal
- Refroidissement non homogène
- Cycle de pressage mal maîtrisé
… peuvent générer des contraintes internes qui réapparaissent ensuite pendant la refusion.
6) Profil thermique de refusion et support pendant la chauffe
Des montées ou descentes en température trop rapides « piègent » des gradients thermiques.
De plus, au-dessus de Tg, la carte devient plus flexible ; sans support, elle peut fléchir sous son propre poids ou celui des composants.
En résumé :
Le warpage commence souvent pendant la fabrication, mais devient visible surtout lors de l’assemblage.
Méthodes pratiques pour prévenir le warpage des PCB
Voici les techniques les plus efficaces en pratique, priorisées du design à l’assemblage.
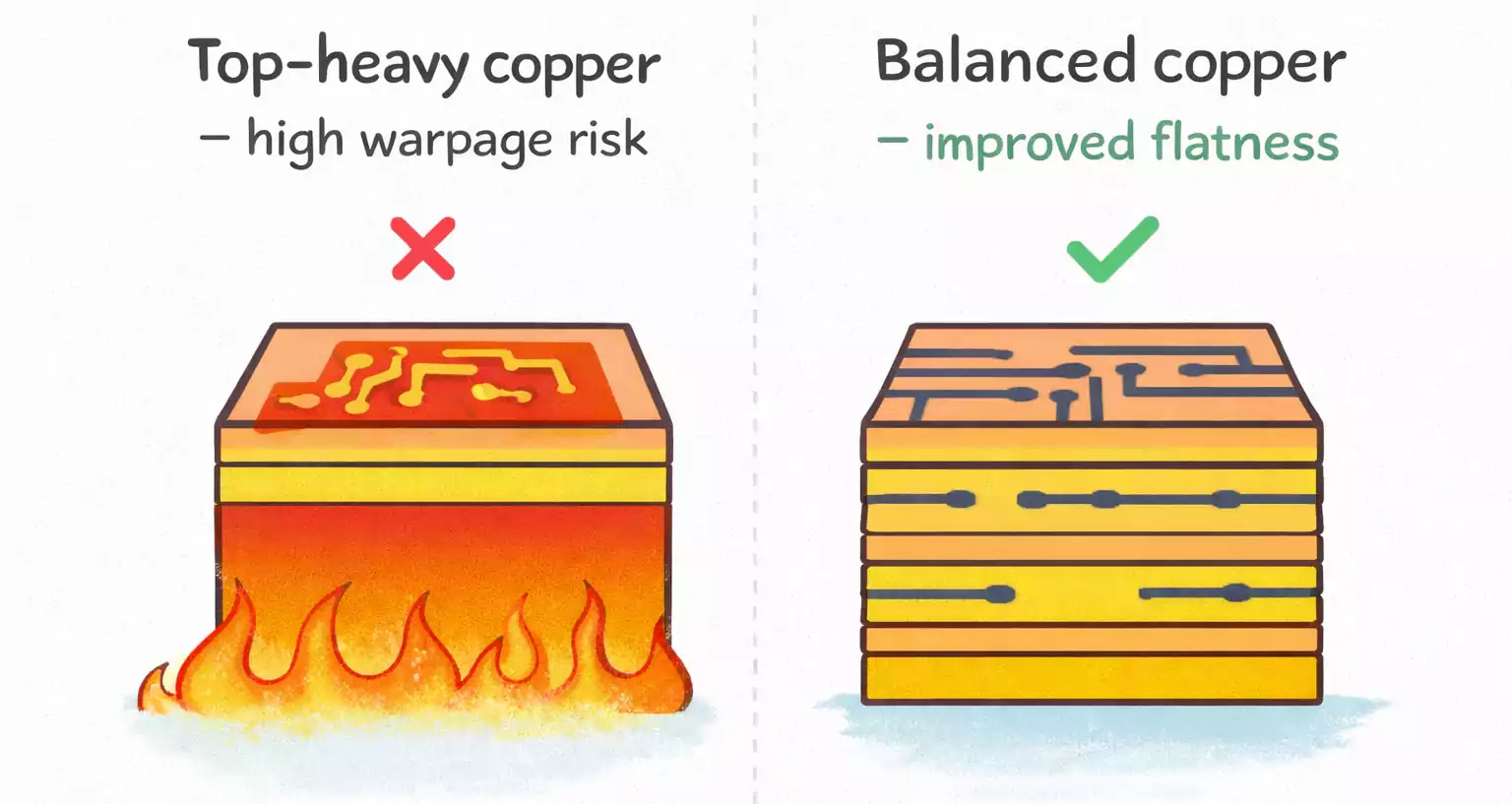
1) Concevoir un stackup symétrique et équilibré
La méthode la plus efficace consiste à équilibrer la structure :
- Symétrie des diélectriques autour du plan médian
- Masses de cuivre symétriques
- Éviter un cuivre très lourd sur un seul côté (ou un grand plan de masse d’un côté uniquement)
- Répartition uniforme autour des découpes et cavités
Stackup équilibré = dilatation équilibrée = warpage minimal
2) Garder une répartition de cuivre homogène
Le déséquilibre de cuivre est l’un des principaux facteurs de warpage.
Recommandations :
- Éviter de mettre de grands plans cuivre uniquement sur un côté
- Utiliser cross-hatching ou copper-thieving dans les zones peu remplies
- Viser une densité cuivre similaire entre les couches
- Ajouter du cuivre sur les rails de détourage (breakaway rails) pour que les bords du panel chauffent/refroidissent de façon homogène
Une densité cuivre inégale crée une rigidité et un comportement thermique inégaux — ce qui entraîne une déformation prévisible.
3) Choisir des matériaux High-Tg pour les applications exigeantes
Les laminés High-Tg offrent :
- Meilleure stabilité dimensionnelle
- CTE plus faible au-dessus de Tg
- Moins de ramollissement en refusion sans plomb
À privilégier si le design comprend :
- BGAs denses
- Composants lourds
- Grandes cartes ou cartes fines
- Assemblage double face
- Cycles de refusion prolongés
Ce choix à lui seul réduit fortement le risque de warpage.
4) Contrôler l’humidité : stockage correct et pré-cuisson
Le FR-4 absorbant l’humidité, il est conseillé de stocker les cartes :
- Sous emballage scellé
- Avec dessiccant et indicateurs d’humidité
- En environnement contrôlé (souvent < 30 % RH)
Si les cartes ont été exposées à l’air :
- Pré-cuisson selon les spécifications du matériau (souvent 110–125 °C pendant quelques heures)
La pré-cuisson élimine l’humidité susceptible de provoquer dilatation ou délamination en refusion.
5) Renforcer les panels avec des rails rigides
On peut ajouter :
- Rails cassables (break-off rails)
- Barres latérales (sidebars)
- Traverses (crossbars) si la taille du panel le permet
Ces rails limitent la déformation lorsque le panel se ramollit en refusion. Ils sont retirés après assemblage mais sont essentiels pendant le cycle thermique.
6) Optimiser le profil de refusion
Un profil qui chauffe trop vite ou refroidit trop brutalement augmente les contraintes thermiques.
Bonnes pratiques :
- Rampe de préchauffage douce (environ 1–2 °C/s)
- Chauffe homogène sur toute la carte
- Refroidissement contrôlé après le pic
Objectif : réduire les gradients thermiques entre couches et limiter les déséquilibres de contraintes.
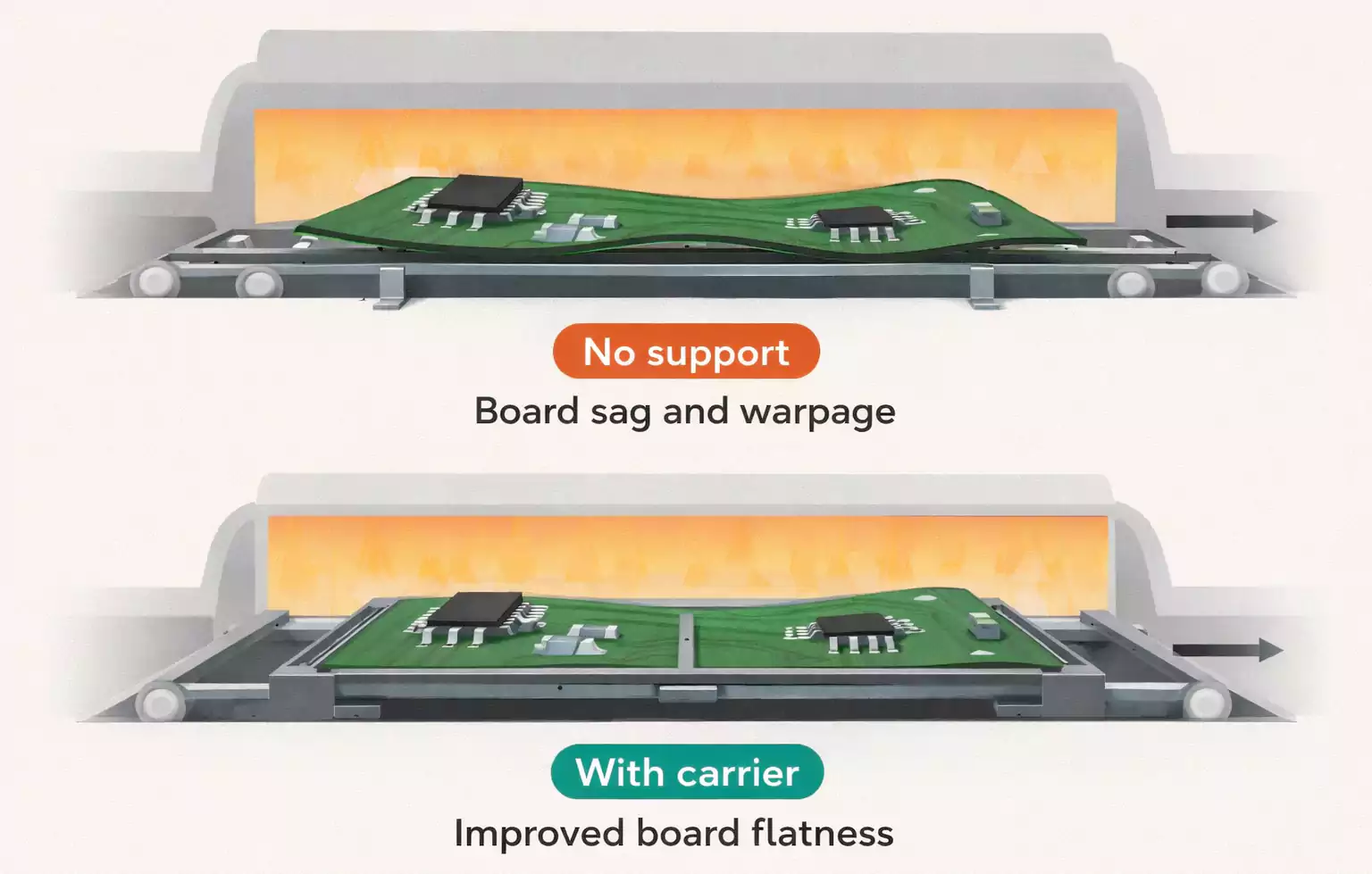
7) Utiliser des supports, palettes ou carriers en refusion
Au-dessus de Tg, la carte devient plus flexible. Sans support, elle peut fléchir.
Solutions :
- Carriers en acier inox ou composites
- Rails de support central
- Fixations/fixtures dédiés à la refusion
- Support des bords pour panels larges
Indispensable pour :
- Cartes fines
- Assemblages lourds
- Panels longs
- Produits flex-rigid
Les palettes et carriers maintiennent la planéité au moment où la carte est la plus vulnérable.
8) Améliorer la maîtrise du process de fabrication
Le warpage commence souvent dès la fabrication.
Points clés :
- Cycles de pressage (lamination) stables
- Refroidissement contrôlé et désempilage maîtrisé
- Gestion du flux de résine
- Qualité matière constante (Tg et CTE)
- Contrôle de planéité après lamination et routage
Même si un designer ne peut pas modifier directement le process, choisir un fournisseur avec une excellente maîtrise process est l’un des moyens les plus efficaces de réduire le warpage.
9) Redressage post-assemblage (solution de dernier recours)
Certaines usines utilisent des plaques chauffantes ou presses pour aplatir des cartes légèrement déformées.
Ce n’est pas idéal car :
- Les contraintes internes ne disparaissent pas totalement
- Des cycles de chauffe répétés dégradent les propriétés du matériau
- Ce n’est pas fiable pour la production en série
À réserver aux cas urgents, pas comme méthode standard.
Méthodes rapides pour vérifier le warpage d’un PCB
Même sans équipement spécialisé, on peut détecter tôt les déformations.
1) Test de “balancement” sur surface plane
Posez le PCB sur un bloc de granit ou une vitre parfaitement plane.
Appuyez sur un coin :
- Si le coin opposé se soulève → twist
- Si le centre se soulève/s’affaisse → bow
Simple, rapide, et détecte la majorité des cas.
2) Méthode quantitative simple
Mesurez :
- La diagonale de la carte
- La hauteur maximale hors plan au point le plus critique
Formule :
Warpage % = (Hauteur max ÷ Diagonale) × 100 %
Comparez ensuite avec la limite 0,75 % utilisée couramment en SMT.
3) Inspecter avant et après refusion
Comparer la planéité avant/après refusion permet de déterminer :
- Warpage intrinsèque (lié à la fabrication)
- Ou warpage extrinsèque (lié aux conditions d’assemblage)
Ce qui accélère fortement le diagnostic.
Checklist de diagnostic : quand le warpage apparaît, vérifier d’abord ceci
1) Si le warpage apparaît uniquement après refusion :
- Profil de refusion trop agressif
- Support insuffisant en refusion
- Panel trop grand avec rails faibles
- Humidité non éliminée avant assemblage
2) Si la carte est déjà déformée à réception :
- Stackup asymétrique
- Déséquilibre cuivre
- Lamination/refroidissement inadaptés
- Incohérences matière
- Emballage ou stockage insuffisants
3) Si seules certaines positions du panel se déforment :
- Déséquilibre du panel
- Rails avec cuivre insuffisant
- Fragilisation due au V-cut
- Détourage (depaneling) ou empilage incorrect
Conclusion
Le warpage est l’un des problèmes les plus fréquents — et les plus évitables — en fabrication et assemblage PCB.
En privilégiant un stackup équilibré, une répartition cuivre homogène, des matériaux adaptés et une gestion thermique/mécanique rigoureuse lors de l’assemblage, il est possible d’éliminer la plupart des problèmes avant même la ligne SMT.
Une carte plane, c’est un meilleur alignement des composants, une performance signal plus stable et beaucoup moins de retards de production.
Si vous recherchez une planéité constante et une fabrication fiable, FastTurnPCB propose des services de fabrication et d’assemblage conçus pour minimiser le warpage dès le départ.