Dans le perçage mécanique des circuits imprimés, le foret ne sert pas seulement à créer un trou. Il influence directement la précision de positionnement des trous, la qualité des parois, le risque de casse de l’outil et le coût global du perçage. À mesure que les exigences de qualité augmentent dans l’industrie du PCB, les types de forets PCB et leurs conceptions ont évolué bien au-delà des modèles traditionnels.
Cet article présente les types de forets PCB les plus courants ainsi que les points essentiels du re-affûtage des forets PCB, afin d’aider à mieux comprendre le choix des outils, les différences de structure et la gestion de la durée de vie des forets dans la fabrication des circuits imprimés.
Comment classer les différents types de forets PCB
Les types de forets PCB peuvent être classés de plusieurs façons, notamment selon le diamètre de queue, les dimensions globales, la conception des arêtes de coupe et des goujures, ainsi que la géométrie de l’extrémité. Chaque méthode de classification correspond à des exigences machine, des caractéristiques de perçage et des considérations de coût différentes.
1. Classification par diamètre de queue

Selon les exigences de la machine utilisée par le client, les forets PCB les plus courants se répartissent généralement en deux catégories selon le diamètre de queue :
- forets à queue de 3,175 mm
- forets à queue de 2,0 mm
Le diamètre de queue influence principalement la compatibilité avec la broche et le système de serrage. Il s’agit donc de l’une des spécifications de base les plus importantes en usinage PCB.
2. Classification par dimensions globales

Selon leurs dimensions globales, les types de forets PCB peuvent généralement être divisés en deux groupes :
Forets de type standard
Ce sont des forets dont le diamètre de coupe est inférieur ou égal au diamètre de queue :
diamètre du foret ≤ diamètre de queue
Forets de type ID
Ce sont des forets dont le diamètre de coupe est supérieur au diamètre de queue :
diamètre du foret > diamètre de queue
Cette classification reflète la relation dimensionnelle entre la partie coupante et la queue, ce qui peut influencer le champ d’application et le comportement du foret en perçage.
Types de forets PCB selon la conception des arêtes de coupe et des goujures
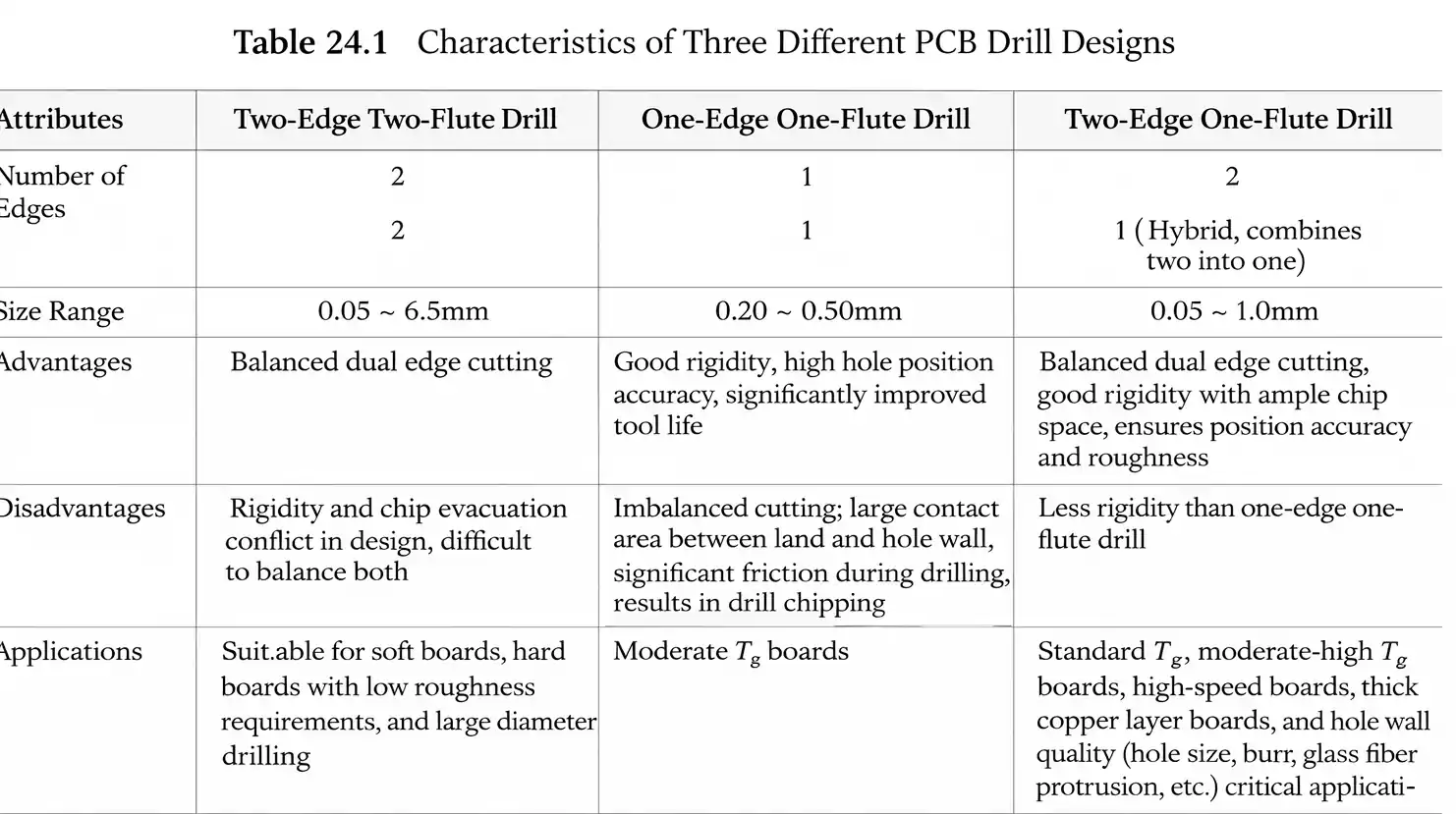
Les forets PCB conventionnels sont généralement conçus avec deux arêtes de coupe et deux goujures. Cependant, avec des exigences de plus en plus strictes en matière de qualité de perçage — notamment sur la précision de positionnement des trous et la rugosité des parois — de nouvelles conceptions ont été développées, notamment :
- les forets à deux arêtes et une goujure
- les forets à une arête et une goujure
Selon le nombre d’arêtes de coupe et de goujures, les types de forets PCB peuvent généralement être répartis en trois catégories.

1. Foret à deux arêtes et deux goujures
Il s’agit de la structure la plus traditionnelle et la plus utilisée. C’est la conception standard pour le perçage PCB conventionnel, et elle reste largement employée dans les applications de fabrication courantes.
2. Foret à deux arêtes et une goujure
Ce type fait partie des conceptions plus récentes développées à partir du format traditionnel. Avec l’augmentation des exigences de qualité de perçage, cette structure a été introduite pour répondre à des standards de process plus élevés.
3. Foret à une arête et une goujure
Il s’agit également d’une conception plus récente, développée pour améliorer la qualité de perçage dans certaines conditions de process. Comme le modèle à deux arêtes et une goujure, il reflète les efforts de l’industrie pour optimiser les performances de perçage dans des applications plus exigeantes.
Dans l’ensemble, l’évolution de la conception des arêtes de coupe et des goujures répond à la nécessité de mieux équilibrer plusieurs facteurs essentiels :
- la précision de positionnement des trous
- la qualité des parois des trous
- la stabilité de coupe
- le risque de casse de l’outil
- l’efficacité de production et le coût
Autrement dit, la conception des forets PCB ne vise plus seulement à percer des trous, mais à les produire de manière plus précise, plus stable et avec moins de défauts.
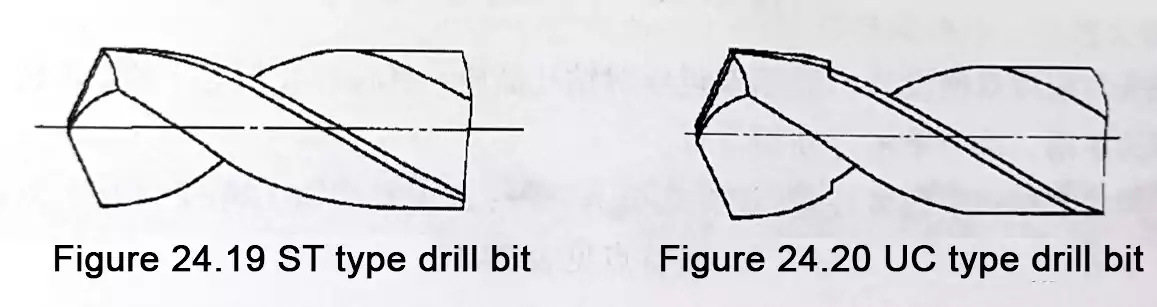
Classification selon la géométrie de l’extrémité : foret ST ou UC
Outre la configuration des arêtes et des goujures, la géométrie de l’extrémité du foret constitue également un mode de classification important dans le perçage PCB. Selon cette géométrie, les types de forets PCB peuvent être divisés en deux grandes familles :
- type ST (Straight Drill)
- type UC (Under Cut Drill)
La différence entre foret ST et foret UC est particulièrement importante lorsqu’on évalue la chaleur de perçage, le contact avec la paroi du trou, la durée de vie en re-affûtage et le coût d’utilisation.
1. Foret de type ST
Un foret ST est un foret conventionnel dont la génératrice du corps est droite. En termes simples, il s’agit d’un foret standard à corps droit.
Ses principales caractéristiques sont les suivantes.
Inconvénients
- La surface de contact entre le foret et la paroi du trou est relativement importante.
- Une quantité importante de chaleur de coupe est générée pendant le perçage.
- Un excès de chaleur peut entraîner une mauvaise qualité de paroi.
Avantages
- Fabrication simple
- Nombre de re-affûtages plus élevé
- Meilleure rigidité globale
Grâce à ces caractéristiques, les forets ST sont plus faciles à produire et offrent une meilleure durée de vie en re-affûtage, ce qui les rend avantageux du point de vue du coût et de la rigidité. En revanche, leur surface de contact plus importante et leur génération de chaleur plus élevée peuvent devenir des inconvénients lorsque les exigences sur la qualité des parois sont élevées.
2. Foret de type UC
Un foret UC présente un diamètre réduit sur la partie arrière du corps du foret.
Ses principales caractéristiques sont les suivantes.
Avantages
- Surface de contact plus faible entre le foret et la paroi du trou
- Réduction efficace de la chaleur de coupe pendant le perçage
- Diminution des défauts de paroi et amélioration de la qualité du trou
Inconvénients
- Nombre de re-affûtages nettement plus faible que pour les forets ST
- Coût de perçage potentiellement plus élevé
Cela signifie que les forets UC sont mieux adaptés aux applications où la qualité de paroi est prioritaire. En réduisant la surface de contact et la chaleur de coupe, ils contribuent à améliorer la qualité du perçage. Toutefois, cet avantage s’accompagne généralement d’une durée de vie en re-affûtage plus courte et d’un coût outil potentiellement plus élevé.
3. Principales différences entre les forets ST et UC
D’un point de vue pratique, les principales différences entre les forets ST et UC peuvent être résumées comme suit.
Surface de contact
- ST : plus grande
- UC : plus faible
Chaleur de coupe
- ST : plus élevée
- UC : plus faible
Qualité de paroi
- ST : plus susceptible de provoquer des défauts de paroi
- UC : plus favorable à l’amélioration de la qualité de paroi
Capacité de re-affûtage
- ST : plus grand nombre de re-affûtages possibles
- UC : moins de re-affûtages possibles
Coût
- ST : plus économique en termes de réutilisation de l’outil
- UC : coût généralement plus élevé en raison d’une durée de re-affûtage plus courte
En pratique, le choix entre un foret ST et un foret UC revient souvent à trouver le bon équilibre entre qualité de perçage et coût d’utilisation de l’outil.
Points clés du re-affûtage des forets PCB
Dans le perçage PCB, les forets ne sont pas toujours utilisés une seule fois. Afin d’améliorer l’utilisation de l’outil et de maîtriser les coûts, les forets usés sont souvent re-affûtés. Toutefois, le re-affûtage d’un foret PCB ne consiste pas simplement à ré-aiguiser la pointe. Il s’agit d’une opération critique qui influence directement la qualité du perçage et le risque de casse de l’outil.
Les principaux points de contrôle du re-affûtage des forets PCB peuvent être compris à travers trois aspects :
- la quantité de matière à enlever
- la qualité du re-affûtage
- le nombre de re-affûtages possibles
1. Quantité de re-affûtage : pas seulement l’arête de coupe
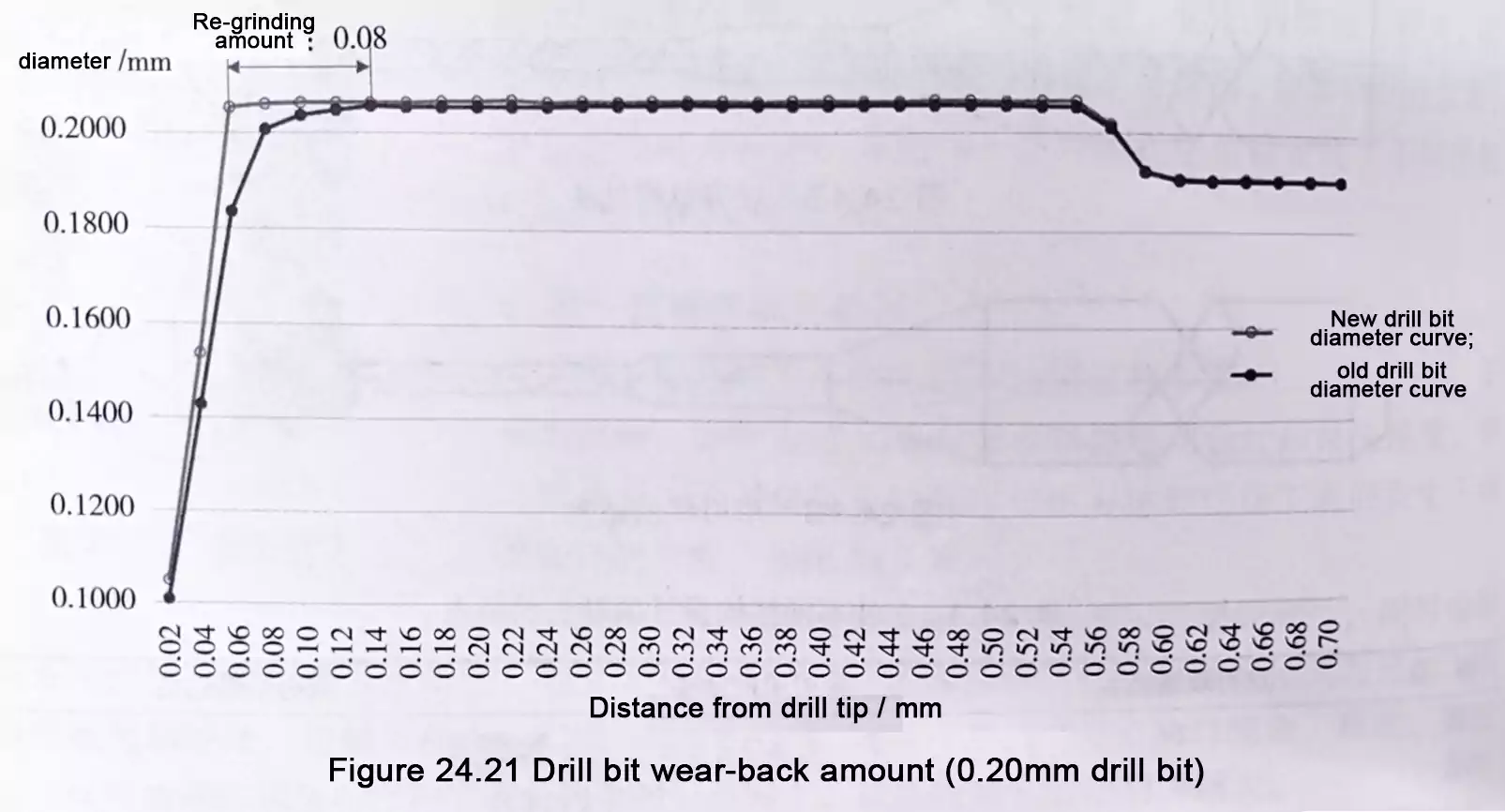
Après utilisation, à la fois la face de coupe et la bande périphérique du foret s’usent. Lors du re-affûtage, il ne suffit donc pas d’éliminer uniquement l’usure présente sur la face de coupe. Il faut également retirer une certaine longueur pour éliminer l’usure de la bande périphérique. Cette longueur à enlever correspond à la quantité de re-affûtage.
Autrement dit, le re-affûtage d’un foret PCB ne consiste pas seulement à restaurer l’acuité de la pointe. Toute la zone de coupe usée doit être correctement éliminée. Si la quantité de re-affûtage est insuffisante, des zones usées peuvent subsister et continuer à dégrader les performances de perçage.
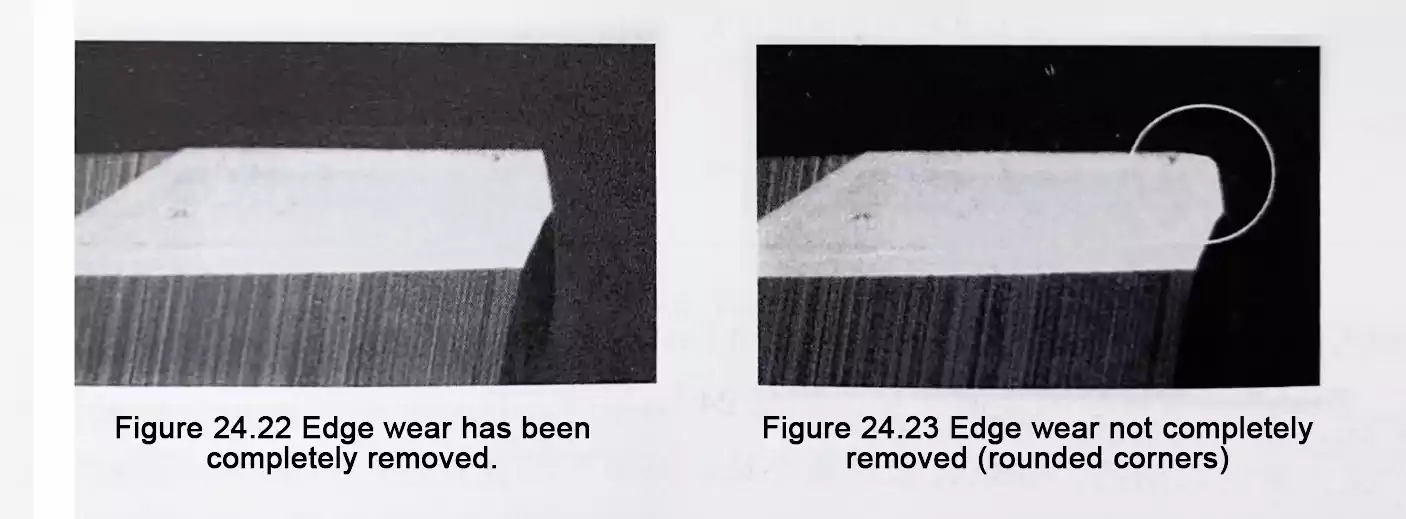
2. Qualité du re-affûtage : les zones usées doivent être totalement supprimées
Après re-affûtage, la zone usée de l’arête doit être entièrement supprimée. Dans le cas contraire, plusieurs problèmes peuvent apparaître :
- baisse de la précision de positionnement des trous
- dégradation de la qualité des parois
- casse du foret dans les cas les plus sévères
En d’autres termes, une mauvaise qualité de re-affûtage du foret PCB ne réduit pas seulement les performances de l’outil. Elle peut également introduire de véritables risques de process et de qualité lorsque le foret est remis en production.
3. Nombre de re-affûtages : les forets UC exigent une attention particulière
Pour les forets UC, le nombre admissible de re-affûtages ne peut pas être déterminé uniquement en fonction du nombre de re-affûtages déjà réalisés. Le facteur clé est de savoir si la longueur de tête UC reste suffisante.
Cela signifie que :
- la zone UC ne doit pas devenir trop courte
- la limite de re-affûtage est déterminée par la longueur de tête UC
C’est un point important dans la gestion des outils. Bien que les forets UC offrent une meilleure qualité de trou, ils sont plus sensibles aux variations dimensionnelles après re-affûtage et nécessitent donc un contrôle plus strict.
4. Exigence de longueur de tête UC pour les forets de petit diamètre
Pour les forets de 0D ≤ 0,50 mm, il est généralement recommandé de maintenir une longueur de tête UC de 0,25 mm ou plus.
Si la tête UC devient trop courte, cela peut provoquer :
- une mauvaise qualité de trou
- des trous sous-dimensionnés
Cela montre que, dans le perçage de petits trous, le contrôle dimensionnel après re-affûtage est particulièrement important. Même si le foret peut encore physiquement percer, une longueur de tête UC insuffisante peut déjà suffire à provoquer des problèmes de qualité.
Lien entre types de forets PCB et re-affûtage
Les types de forets PCB et la gestion du re-affûtage ne doivent pas être considérés comme deux sujets séparés. En pratique, ils sont étroitement liés.
Par exemple :
- Les forets ST offrent une meilleure rigidité et davantage de possibilités de re-affûtage, ce qui les rend plus adaptés lorsque la durée de vie de l’outil et la maîtrise des coûts sont prioritaires.
- Les forets UC conviennent mieux aux applications exigeant une meilleure qualité de paroi, mais leur durée de vie en re-affûtage est plus limitée, car la longueur de tête UC doit être préservée.
- Les nouvelles conceptions d’arêtes et de goujures reflètent l’attention croissante portée par l’industrie à la précision des trous, à la qualité de surface et à la stabilité du perçage.
- La quantité de re-affûtage et la qualité du re-affûtage déterminent directement si un foret re-affûté peut encore satisfaire aux exigences du process.
D’un point de vue fabrication, un foret ne doit pas être évalué uniquement selon sa capacité à continuer à percer. Il doit également être jugé selon sa capacité à maintenir la qualité de trou requise. Dans la production PCB haute densité et haute précision, le choix de la structure du foret et les standards de re-affûtage des forets PCB peuvent influencer directement à la fois le rendement et le coût.
FAQ
Quels sont les principaux types de forets PCB ?
Les principaux types de forets PCB sont généralement classés selon le diamètre de queue, les dimensions globales, la conception des arêtes et des goujures, ainsi que la géométrie de l’extrémité.
Quelle est la différence entre un foret ST et un foret UC ?
Les forets ST offrent une meilleure rigidité et permettent davantage de re-affûtages, tandis que les forets UC réduisent la surface de contact et la chaleur de coupe, ce qui aide à améliorer la qualité de paroi.
Pourquoi le re-affûtage des forets PCB est-il important ?
Le re-affûtage des forets PCB permet de restaurer les performances de coupe, de prolonger la durée de vie utile de l’outil et de maintenir une qualité de perçage plus stable.
Quels facteurs limitent le nombre de re-affûtages possibles ?
Cela dépend principalement de la structure du foret et de la géométrie restante après re-affûtage. Pour les forets UC, la limite dépend surtout de la longueur de tête UC.
Quels problèmes peuvent être causés par un mauvais re-affûtage ?
Un mauvais re-affûtage peut provoquer une dérive de position des trous, une mauvaise qualité de paroi, des trous sous-dimensionnés et même la casse de l’outil.
Quel type de foret est le plus adapté à la qualité de paroi ?
De manière générale, les forets UC sont mieux adaptés aux exigences élevées de qualité de paroi, car ils réduisent la chaleur de coupe pendant le perçage.
Conclusion
Comprendre les types de forets PCB est essentiel pour choisir la bonne structure d’outil, améliorer la qualité de perçage et mieux maîtriser la durée de vie de l’outil dans la fabrication des circuits imprimés. Du diamètre de queue aux dimensions globales, en passant par la conception des goujures et la géométrie de l’extrémité, chaque type de foret répond à des exigences de process spécifiques.
En parallèle, le re-affûtage des forets PCB joue un rôle clé dans le maintien des performances de perçage. Dans les applications comparant ST et UC, les forets UC offrent des avantages clairs pour réduire la chaleur de coupe et améliorer la qualité des parois, mais ils exigent également un contrôle plus strict des limites de re-affûtage. En pratique, un bon choix de foret associé à une gestion rigoureuse du re-affûtage est indispensable pour obtenir une qualité de trou stable et une production rentable.