À mesure que l’électronique moderne vise des vitesses plus élevées, une intégration plus poussée et des formats toujours plus compacts, la BGA PCB board est devenue la colonne vertébrale des conceptions matérielles avancées. Des processeurs et FPGA à la mémoire DDR et aux SoC haut débit, les boîtiers Ball Grid Array (BGA) permettent une très forte densité d’E/S dans une empreinte réduite.
Mais cette densité s’accompagne d’une complexité accrue.
Concevoir une BGA PCB board fiable ne consiste pas seulement à “connecter des broches”. Cela exige une approche structurée, guidée par l’ingénierie, qui équilibre :
- Un placement BGA intelligent
- Une stratégie de fanout clairement définie
- Une planification de stack-up (empilage de couches) adaptée
- Une intégrité du signal (SI) et une intégrité d’alimentation (PI) solides
- Un respect strict de la DFM (Design for Manufacturability)
Ce guide présente les règles essentielles que suivent les concepteurs PCB expérimentés pour que leurs layouts BGA fonctionnent du premier coup.
Commencer par le fanout — pas par le routage
L’une des erreurs les plus fréquentes en layout ? Se lancer dans le routage avant d’avoir défini la stratégie de breakout.
1. Qu’est-ce que le fanout BGA ?
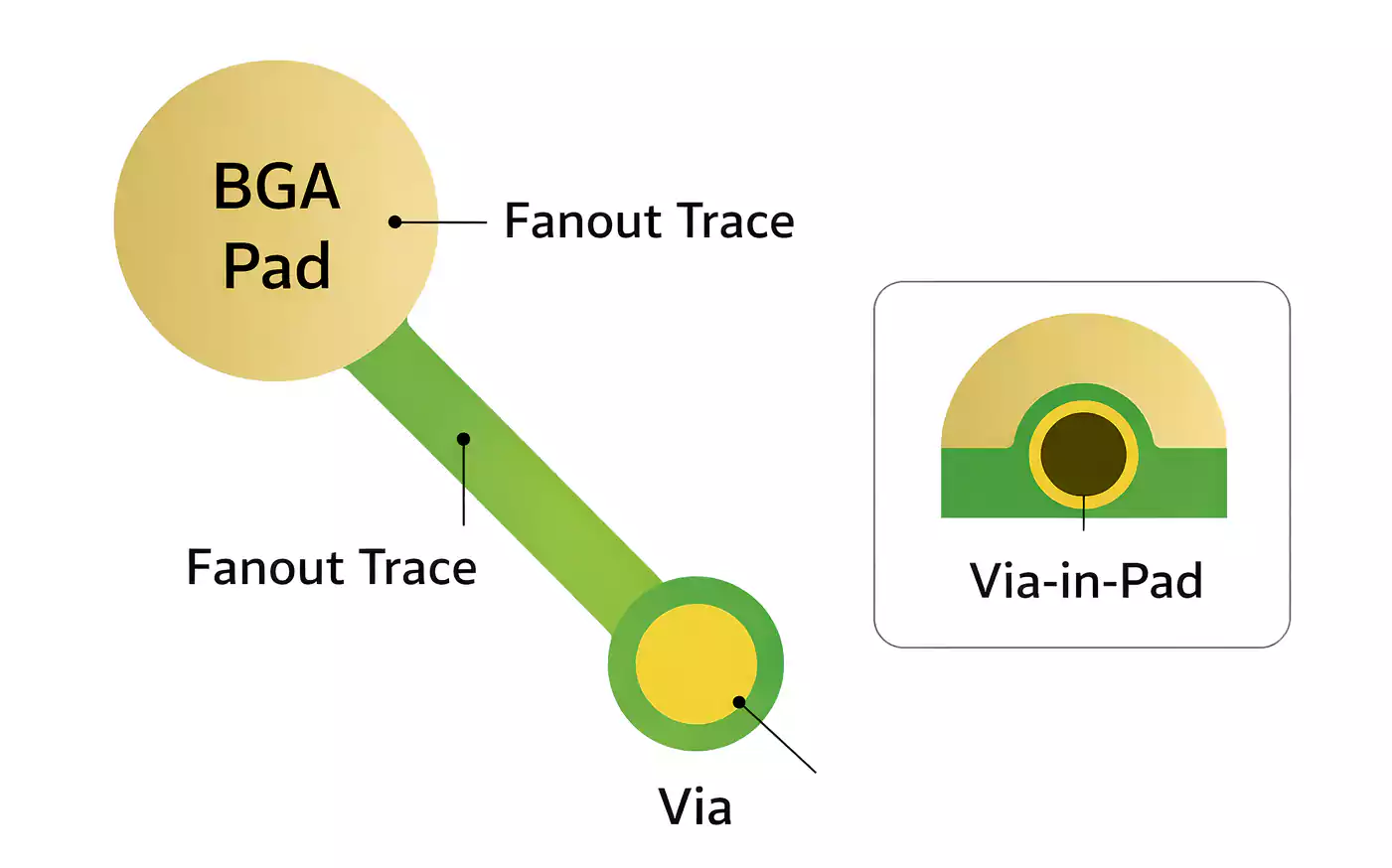
Le fanout est la courte connexion d’échappement entre une pastille BGA (la “bille”/pad) et un via ou un canal de routage. C’est la transition entre une géométrie de pads ultra-dense et un espace de routage réellement exploitable.
Dans les conceptions haute densité, le fanout détermine :
- Si les signaux peuvent réellement “sortir” du boîtier
- Combien de couches seront nécessaires
- Si une structure HDI sera requise
- Si une congestion de routage apparaîtra plus tard
Sans planification du fanout, vous risquez fortement de :
- Ajouter des couches de manière inattendue
- Basculer vers des vias aveugles/enterrés en cours de design
- Lutter contre des problèmes d’intégrité du signal
- Augmenter le coût de fabrication
2. Règle de base
Définissez votre stratégie de fanout BGA avant tout routage global.
Considérez le BGA comme le centre de gravité de la carte. Mémoire, horloges, PMIC et connecteurs doivent s’organiser autour de lui — et non l’inverse.
Placement BGA : rendre les signaux courts et fiables
Les décisions de placement déterminent si votre layout sera propre et efficace… ou congestionné et fragile.
1. Stratégie de placement central
Pour la plupart des conceptions à base de processeur, le BGA principal devrait être placé proche du centre de la carte. Cela aide à :
- Répartir le routage plus uniformément dans toutes les directions
- Améliorer la symétrie thermique pendant le refusion (reflow)
- Réduire la concentration des contraintes mécaniques
Un BGA placé au centre aboutit généralement à un layout plus équilibré.
2. Garder les composants critiques à proximité
Placez les composants rapides et sensibles au timing aussi près que possible du BGA :
- Mémoire DDR – Minimiser la longueur des pistes et le skew
- Sources d’horloge – Routage court et direct avec un minimum de vias
- PMIC – Boucles d’alimentation plus courtes = meilleure PI
- Mémoire flash – Réduire la latence et les discontinuités d’impédance
Des trajets de signal trop longs augmentent :
- Le skew (désalignement temporel)
- Les pertes d’insertion
- La diaphonie (crosstalk)
- Le risque de réflexions
Plus c’est court, mieux c’est (dans la majorité des cas).
3. Systèmes multi-BGA
Dans les designs avec plusieurs BGAs importants (CPU + FPGA, SoC + GPU), l’espacement devient critique.
Il faut réserver des canaux de routage entre les boîtiers. Sinon, la zone entre BGAs se transforme en “zone morte” pour le routage.
Planifiez cela dès le floorplanning — pas après avoir commencé à router.
4. À quelle distance un BGA doit-il être du bord de carte ?
Question fréquente.
Dégagement recommandé : au moins 7 à 10 mm entre le bord du BGA et le bord du PCB.
Pourquoi ?
- Les bords de carte subissent des gradients thermiques plus élevés en reflow
- Les contraintes mécaniques sont amplifiées près des bords
- Un chauffage non uniforme augmente le risque de joints froids ou de défauts de soudure
Un dégagement correct améliore le rendement d’assemblage et la fiabilité à long terme.
Planification du stack-up pour le breakout BGA
Le stack-up détermine souvent si votre conception BGA est viable.
1. Le pitch pilote la technologie
Quand le pitch du BGA diminue :
- L’espacement pad-à-pad se réduit
- Les canaux de routage deviennent plus étroits
- Le routage à impédance contrôlée se complique
- Les vias traversants standards peuvent ne plus passer
Un pitch plus fin impose souvent :
- Des diélectriques plus fins
- Un nombre de couches plus élevé
- Des stack-ups HDI (1+N+1, 2+N+2)
- Des microvias ou du via-in-pad
2. Estimer le nombre de couches nécessaires
Règle pratique :
- Environ 60 % des billes BGA sont des signaux
- Le reste correspond généralement à l’alimentation et à la masse
Les billes d’alim/masse peuvent souvent descendre directement sur des plans.
Les signaux, eux, ont besoin de canaux de routage — et chaque couche ne peut en “faire sortir” qu’un nombre limité.
Si les rangées internes ne peuvent pas s’échapper par les couches externes, des couches de signal supplémentaires seront nécessaires.
3. Les plans de référence continus sont indispensables
Chaque couche de signal haute vitesse devrait avoir un plan de référence solide et adjacent.
À éviter :
- Router au-dessus de plans de masse découpés
- Traverser des vides/ajours dans les plans
- Forcer les courants de retour à faire des détours
Des plans continus assurent :
- Une impédance stable
- Des chemins de retour propres
- Moins d’EMI
- Une meilleure intégrité du signal
Stratégie de fanout BGA : choisir la bonne méthode de breakout
Le fanout n’est pas universel. Le bon choix dépend du pitch, du coût et des capacités de fabrication.
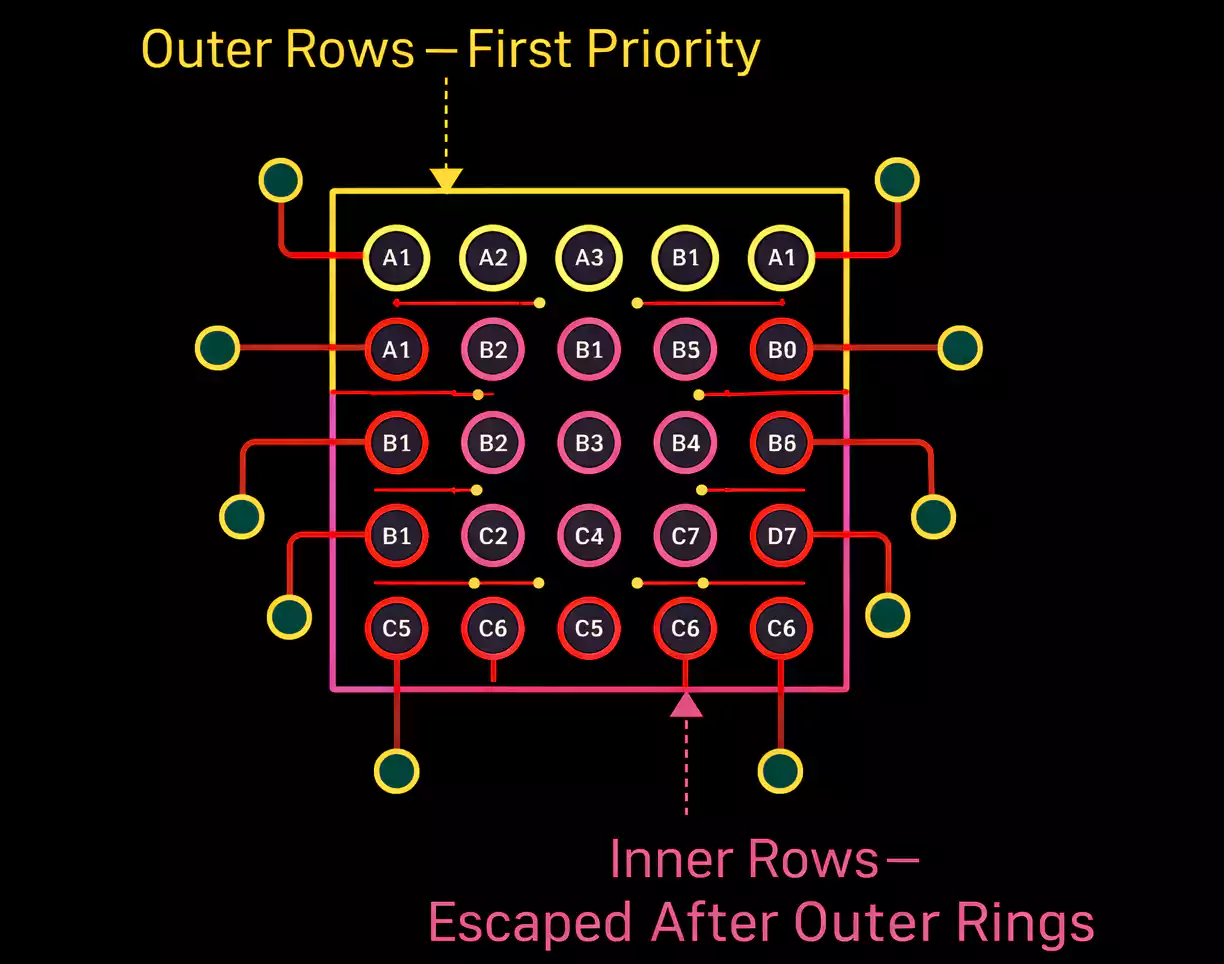
1. Priorité aux billes externes (breakout de l’extérieur vers l’intérieur)
Commencez toujours par router une ou deux rangées externes.
Les rangées externes :
- Offrent plus de flexibilité
- Préservent les canaux pour les rangées internes
- Réduisent la congestion
Si l’espace de routage externe est gaspillé trop tôt, les billes internes peuvent devenir impossibles à évacuer.
Le fanout doit avancer rangée par rangée, de l’extérieur vers l’intérieur.
2. Fanout “dog-bone”
La structure dog-bone classique comprend :
- Une courte piste (neck)
- Un via (head)
Idéale pour :
- Un pitch modéré (par ex. 0,8 mm ou plus)
- Des procédés traversants standards
- Des conceptions sensibles au coût
Le dog-bone est fiable, largement supporté et simple à fabriquer.
3. Via-in-pad (VIP)
Quand le pitch descend à 0,5 mm ou moins, placer des vias entre pads n’est souvent plus possible.
Le via-in-pad place le via directement dans la pastille et route les signaux sur des couches internes.
Avantages :
- Densité de breakout maximale
- Canaux de routage plus propres
- Utilisation efficace de l’espace
Compromis :
- Vias à remplir et à métalliser (filled & plated)
- Coût de fabrication plus élevé
- Exigences de process plus strictes
Important : conservez un style de breakout cohérent sur toute la zone BGA. Mélanger les styles augmente le risque de fabrication.
Conception des pads et considérations de solder mask
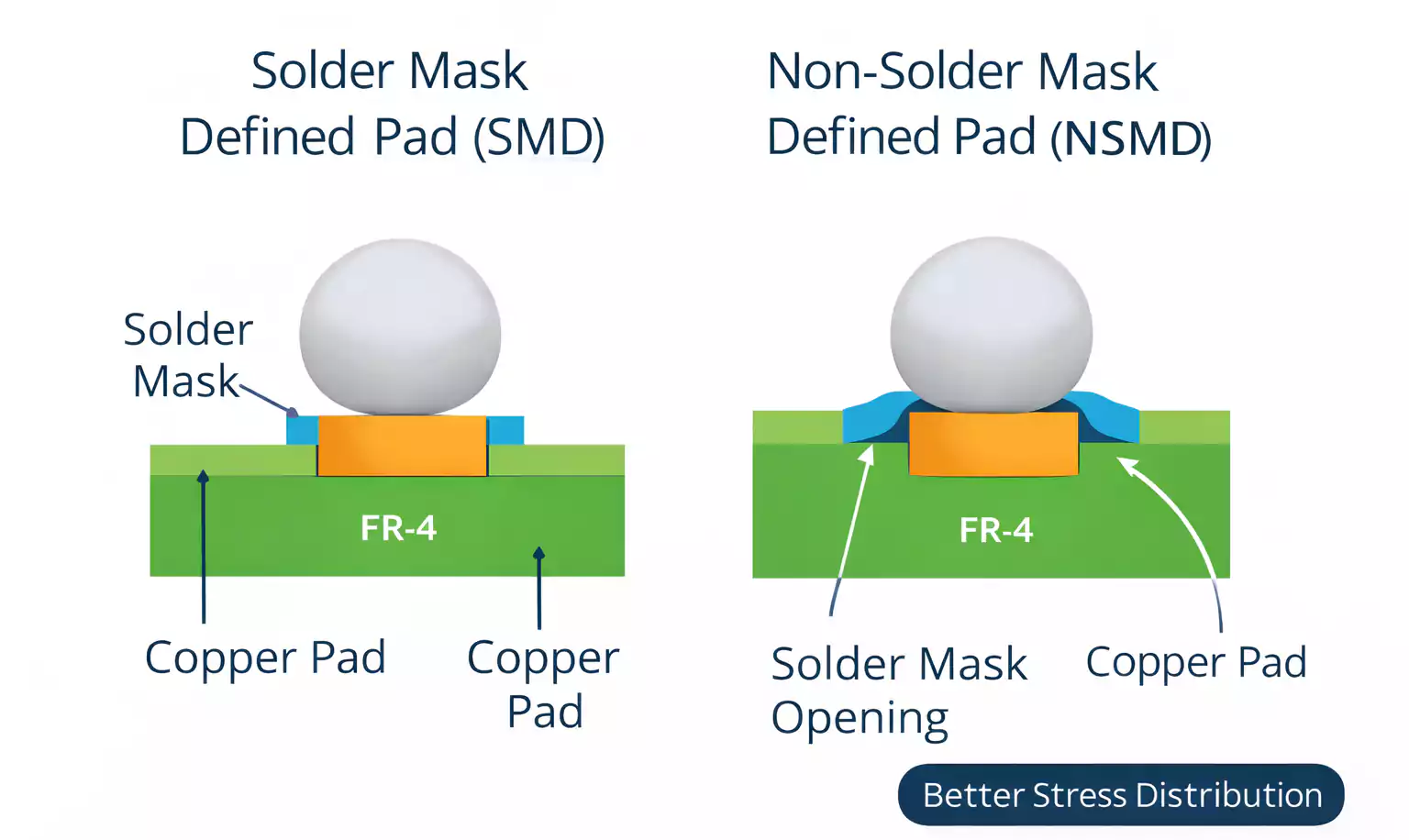
1. Pads NSMD vs SMD
Dans la plupart des designs de BGA PCB board, les pads NSMD (Non-Solder Mask Defined) sont préférés.
Pourquoi NSMD ?
- Périmètre cuivre totalement exposé
- Meilleure répartition des contraintes dans le joint de soudure
- Fiabilité améliorée
- Souvent plus de flexibilité de routage
Les pads SMD peuvent être utilisés lorsque l’on recherche un contrôle plus strict du masque ou une adhérence de pad renforcée, mais NSMD reste en général le standard industriel.
2. Le “solder mask bridge” : le risque caché
Le solder mask bridge est la fine bande de masque entre deux pads adjacents.
C’est la seule barrière physique contre les ponts de soudure.
Quand le pitch diminue :
- Les bridges se réduisent
- Les tolérances de fabrication deviennent critiques
- Le risque de pont augmente
Confirmez toujours la capacité minimale de votre fabricant avant de figer la géométrie des pads.
Règles de vias et contraintes DFM
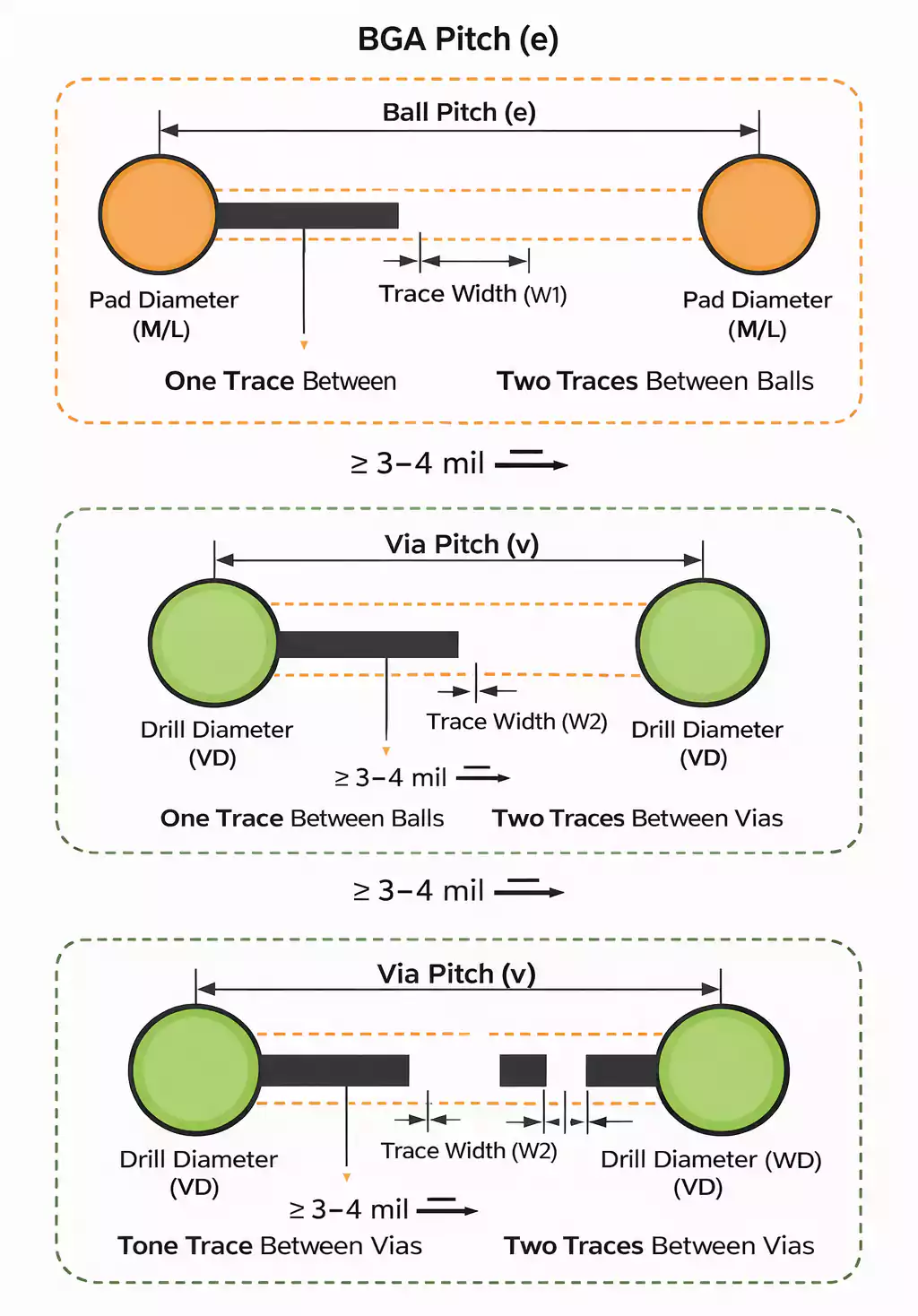
1. Espacement minimal via-to-pad
Minimum recommandé :
≥ 3–4 mil (0,075–0,1 mm) entre la bague du via (annular ring) et le bord de la pastille SMT.
Si les vias sont trop proches :
- Les bridges de masque deviennent fragiles
- Les défauts de fabrication augmentent
- La fiabilité de la soudure se dégrade
Cette règle seule évite de nombreux problèmes d’assemblage BGA.
2. Exigences de remplissage pour via-in-pad
Avec du via-in-pad :
- Les vias doivent être correctement remplis (époxy ou cuivre)
- La surface doit être planarisée
- La métallisation doit être uniforme
Un mauvais remplissage peut entraîner un “solder wicking” ou des vides.
3. La DFM n’est pas négociable
Vérifiez tôt :
- Largeur/espacement minimum de pistes
- Diamètre minimum de perçage
- Exigences d’annular ring
- Tolérances d’alignement du masque
Le design électrique doit être aligné avec les capacités de fabrication.
Bonnes pratiques de routage BGA
1. Routage orthogonal entre couches
Les couches de signal adjacentes devraient être routées à 90° :
- Couche 1 : horizontal
- Couche 2 : vertical
- Couche 3 : horizontal
Cela réduit la diaphonie broadside et améliore la lisibilité du routage.
2. Limiter les transitions de couches pour les signaux haute vitesse
Chaque via introduit :
- Une discontinuité d’impédance
- Des effets de stub
- Des changements de chemin de retour
Pour les signaux au-delà de 1 GHz, visez une transition de couche ou moins quand c’est possible.
Chemin idéal :
- Sortie de la pastille BGA
- Une seule transition
- Routage direct vers la destination
Moins de transitions = meilleure intégrité du signal.
3. Gérer les via stubs
Les vias traversants créent des longueurs de stub non utilisées, qui se comportent comme des structures résonantes.
Solutions possibles :
- Utiliser des microvias
- Backdriller les sections inutiles
- Réduire la longueur de via
Les performances haute vitesse dépendent de la maîtrise de ces parasites.
Flip-Chip BGA : considérations supplémentaires de fiabilité
Les packages flip-chip BGA ajoutent une sensibilité mécanique et thermique.
Différences clés :
- La puce est retournée et connectée directement
- Le chemin thermique diffère
- La répartition des contraintes change
Implications :
- Layout symétrique et équilibré
- Placement soigné des vias thermiques
- Gestion du spreading thermique
- Géométrie cohérente des land patterns
La fiabilité dépend davantage de l’équilibre mécanique et de la gestion thermique.
Checklist finale pour une BGA PCB board
Avant de lancer la fabrication, assurez-vous que :
- Le fanout est défini avant le routage
- Les rangées externes sont routées en premier
- Plans de référence continus sous les nets haute vitesse
- Pads NSMD correctement définis
- Espacement via-to-pad ≥ 3–4 mil
- Dégagement BGA ≥ 7–10 mm du bord de carte
- Nets haute vitesse : transitions minimisées
- Routage orthogonal entre couches adjacentes
Si ces conditions sont respectées, votre BGA PCB board a beaucoup plus de chances de passer fabrication et assemblage sans surprises.
Conclusion
La conception d’une BGA PCB board est un processus d’ingénierie rigoureux. Il ne s’agit pas seulement de densité — mais d’équilibre :
- Un placement qui minimise les chemins critiques
- Un fanout qui préserve la flexibilité de routage
- Un stack-up qui garantit des chemins de retour propres
- Des règles de pads et de vias alignées sur la capacité de fabrication
- Un routage qui protège l’intégrité du signal
En appliquant ces principes de façon systématique, vous obtenez de hautes performances, une bonne fabricabilité et une fiabilité durable.
Chez FastTurnPCB, nous travaillons étroitement avec les équipes d’ingénierie pour optimiser les layouts BGA à la fois pour la performance et pour la production. Qu’il s’agisse de cartes multicouches standard ou de technologies HDI BGA avancées, aligner la stratégie de layout avec les capacités de fabrication est la meilleure voie vers une réussite du premier coup.
