




Einführung
Das Löten einer Leiterplatte (Printed Circuit Board, PCB) ist eine Grundfertigkeit für alle, die mit Elektronik arbeiten—ob Hobbyist, DIY-Enthusiast oder angehender Ingenieurin. Löten schafft starke, zuverlässige elektrische Verbindungen zwischen Bauteilen und der Leiterplatte und verwandelt so eine Sammlung einzelner Teile in ein funktionierendes Gerät.
Wenn Sie sich schon gefragt haben: „Wie löte ich eine PCB, ohne sie zu beschädigen?“ oder „Welche Werkzeuge brauche ich für den Einstieg?“—sind Sie hier richtig. Dieser umfassende Leitfaden führt Sie Schritt für Schritt durch den gesamten Lötprozess, von Grundlagen für Einsteiger bis zu fortgeschrittenen Tipps, damit Sie mit Selbstvertrauen wie ein Profi löten.
Mit klaren Anweisungen, detaillierten Abbildungen, Troubleshooting-Hinweisen und Expertentipps hilft Ihnen dieser Leitfaden dabei:
- die unterschiedlichen Lötarten zu verstehen (Durchsteck- vs. Oberflächenmontage),
- die richtigen Lötwerkzeuge und Materialien auszuwählen,
- saubere Löttechniken zu beherrschen,
- typische Fehler wie kalte Lötstellen und Lötbrücken zu vermeiden,
- fehlerhafte Verbindungen zu diagnostizieren und zu reparieren.
Grundlagen und Prinzipien des PCB-Lötens
Bevor es praktisch wird, lohnt sich ein Blick auf die Prinzipien. Löten bedeutet nicht nur Metall zu schmelzen—es geht um eine stabile, leitfähige, dauerhafte Verbindung zwischen elektronischen Bauteilen und der Leiterplatte.
Was ist Löten?
Löten ist das Verbinden von zwei oder mehr Metallteilen durch Aufschmelzen eines Zusatzmetalls (Lötzinn), dessen Schmelzpunkt niedriger ist als der der zu verbindenden Teile. Beim Abkühlen entsteht eine elektrisch und mechanisch belastbare Verbindung.
Im PCB-Kontext sorgt Löten dafür, dass Bauteile wie Widerstände, Kondensatoren und ICs sicher befestigt sind und dabei eine hervorragende elektrische Leitfähigkeit erhalten bleibt.
Zwei Hauptverfahren in der Elektronik:
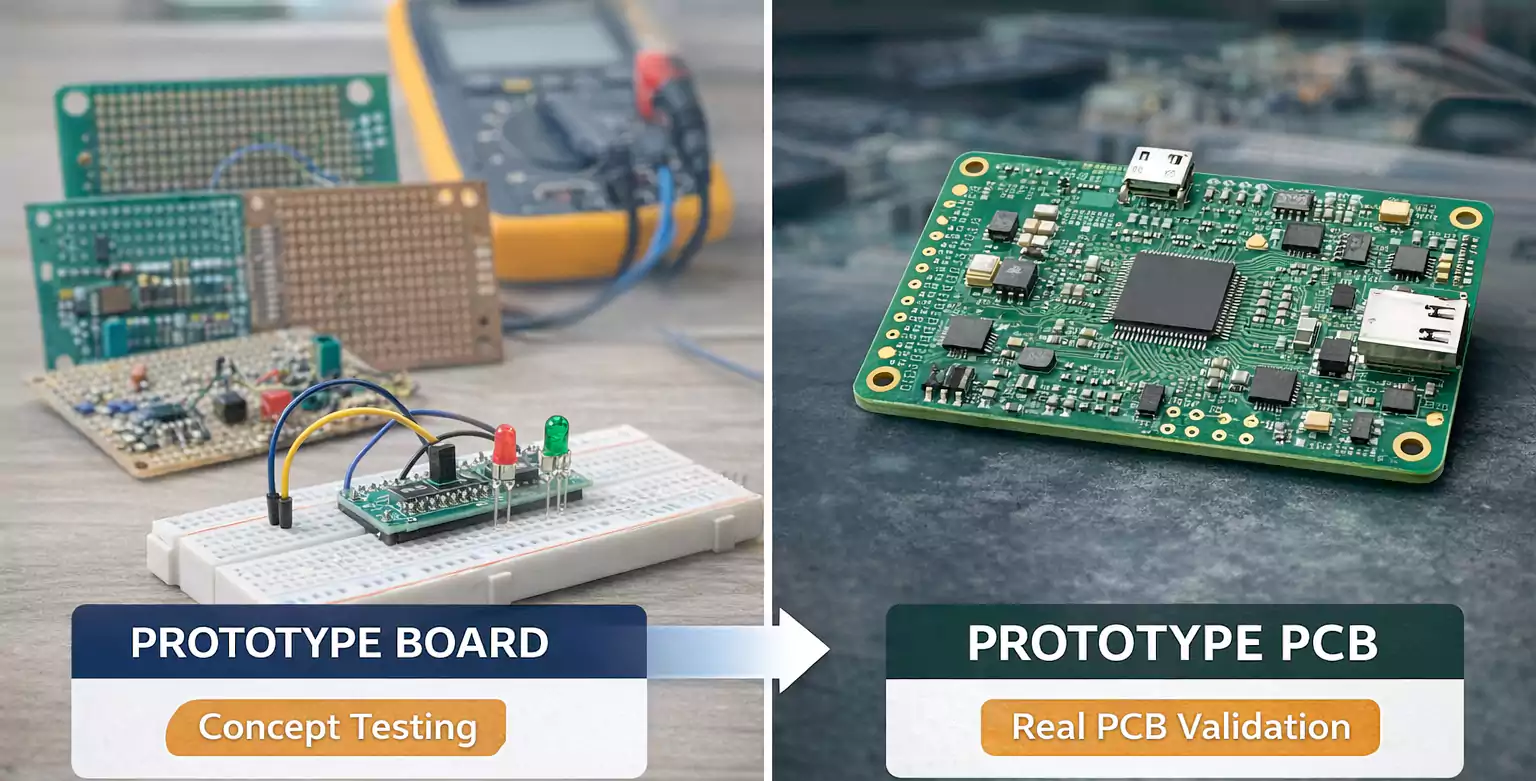
- Durchsteckmontage (THT): Bauteile werden durch gebohrte Löcher gesteckt und auf der Gegenseite gelötet. Ideal für hohe mechanische Festigkeit; verbreitet in DIY und Prototyping.
- Oberflächenmontage (SMT/ SMD): Bauteile werden direkt auf Pads der Leiterplattenoberfläche platziert und z. B. per Reflow gelötet. Erlaubt kompakte Designs und dominiert moderne Serienprodukte.
Wie das Löten funktioniert: Die Wissenschaft dahinter
Ein zuverlässiger Lötpunkt entsteht durch das Zusammenspiel von Wärme, Flussmittel und sauberen Oberflächen:
- Wärme liefert der Lötkolben/die Lötstation und schmilzt das Lot (z. B. Zinn-Blei oder bleifrei wie SAC305).
- Flussmittel (Flux)—im Lötzinn enthalten oder separat aufgetragen—reinigt die Oberfläche, verhindert Oxidation und verbessert die Benetzung.
- Das geschmolzene Lot verteilt sich auf den gereinigten Flächen, füllt Spalten und erstarrt zu einer belastbaren elektrischen Verbindung.
Ein guter Lötpunkt ist glatt, glänzend und leicht konkav—nicht stumpf, rissig oder klumpig.
Warum Lötkompetenz wichtig ist
Schlechte Lötungen führen zu kalten Lötstellen, Kurzschlüssen oder sporadischen Ausfällen—schwer zu finden und potenziell zerstörerisch. Wer die Grundlagen beherrscht, baut funktionssichere und zuverlässige Elektronik.
Unverzichtbare Werkzeuge und Materialien

Die richtige Ausstattung ist entscheidend für saubere, zuverlässige Lötstellen und stressfreies Arbeiten—egal ob Einstieg oder Werkbank-Upgrade.
Kernwerkzeuge für das Löten einer PCB
Lötkolben/Lötstation
Wichtige Merkmale:
- Temperaturregelung (Empfehlung: 300–400 °C / 570–750 °F)
- Wechselbare Spitzen (Fein-, Meißel-, Messerspitze usw.)
- Ergonomischer Griff für längeres Arbeiten
Lötspitzen
- Konisch: für Präzision
- Meißel: universell, für größere Lötstellen
- Messer: hilfreich für Drag Soldering bei SMD
Lötzinn (Drahtlot)
- Zinn-Blei (Sn63/Pb37): sehr gut fließend, leicht zu verarbeiten, nicht RoHS-konform
- Bleifrei (z. B. Sn99,3/Cu0,7 oder SAC305): umweltfreundlicher, benötigt höhere Temperatur
Flussmittel (Flux)
- Kolophoniumkern (Rosin-core): Standard für Elektronik
- No-Clean: minimale Rückstände
- Wasserlöslich: nach dem Löten zu reinigen
Entlötwerkzeuge
- Entlötpumpe (Lötsauger)
- Entlötlitze (Wick)
- Heißluft-Reworkstation (fortgeschritten): ideal zum Entfernen von SMD
Pinzetten und Halter
- ESD-Pinzetten für präzises Platzieren
- PCB-Schraubstock/„Dritte Hand“ zur Fixierung
Material-Checkliste (Kurzüberblick)
- Lötkolben/Lötstation — erhitzt das Lot
- Lötzinn — bildet elektrische Verbindungen
- Flussmittel — verhindert Oxidation, verbessert Fluss
- Spitzenreiniger — erhält die Leistungsfähigkeit der Spitze
- Pinzetten — Platzieren und Justieren
- Entlötwerkzeuge — Korrekturen/Entfernen
- Leiterplatte (PCB) — Träger der Schaltung
- Elektronikbauteile — Widerstände, Kondensatoren, ICs usw.
- Rauchabzug/Fumes Extractor (optional) — entfernt Dämpfe
Schritt-für-Schritt-Prozess (Durchsteck-Bauteile, THT)
Die THT-Lötung ist besonders einsteigerfreundlich und robust. So gelingen starke, zuverlässige und professionell aussehende Lötstellen:
Schritt 1: Arbeitsplatz vorbereiten
- Gute Beleuchtung, Belüftung/Fume Extractor, Ordnung; PCB in Schraubstock/„Helping Hands“ fixieren.
Schritt 2: PCB und Bauteilanschlüsse reinigen
- Pads mit Isopropanol entfetten/entoxydieren.
- Bauteilanschlüsse prüfen und ggf. reinigen. Saubere Oberflächen = bessere Benetzung, weniger kalte Lötstellen.
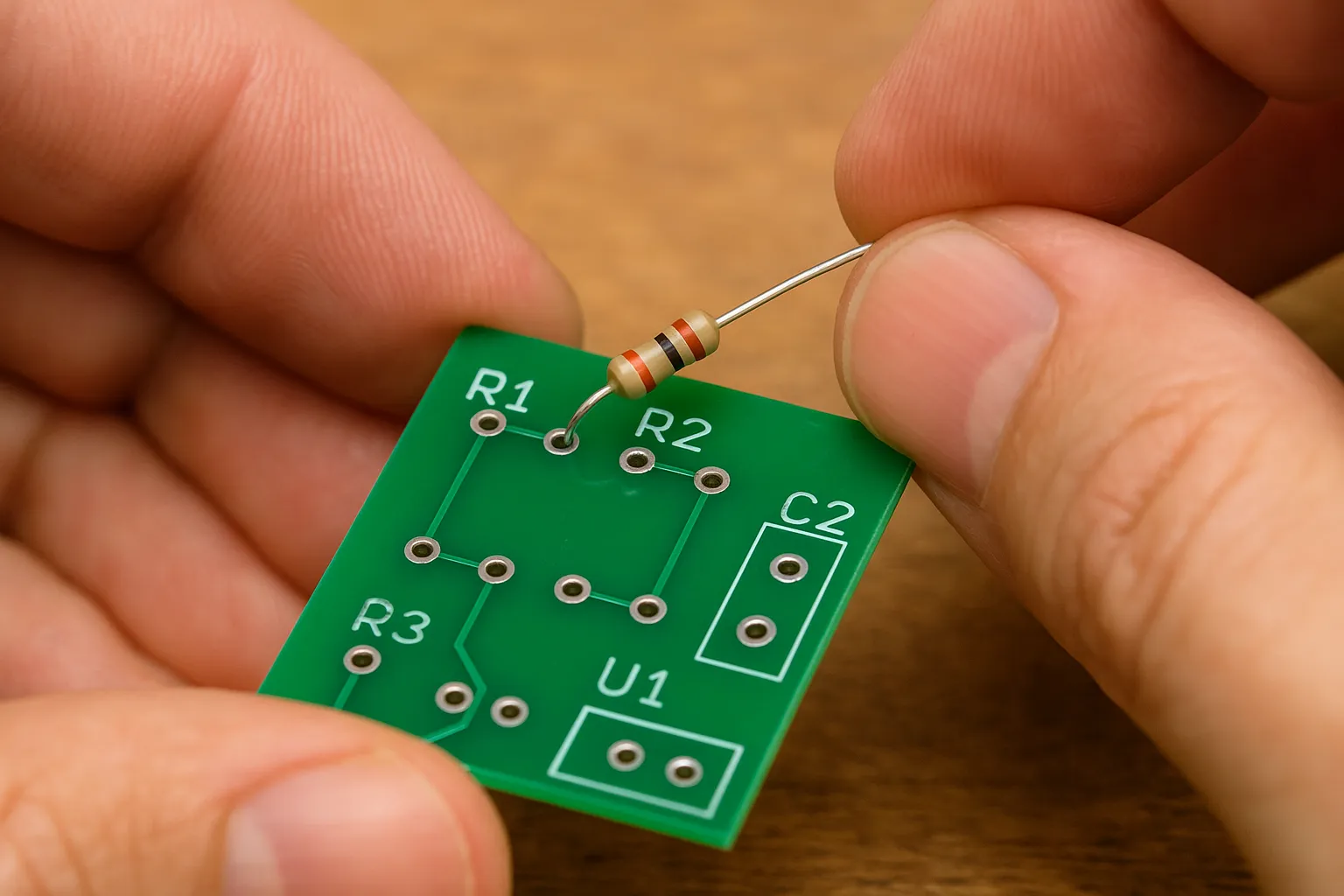
Schritt 3: Bauteile einsetzen
- Anschlüsse durch die richtigen Bohrungen stecken (nach Silkscreen).
- Anschlüsse auf der Lötseite leicht spreizen zum Fixieren.
- Polung (LEDs, Elkos etc.) beachten.
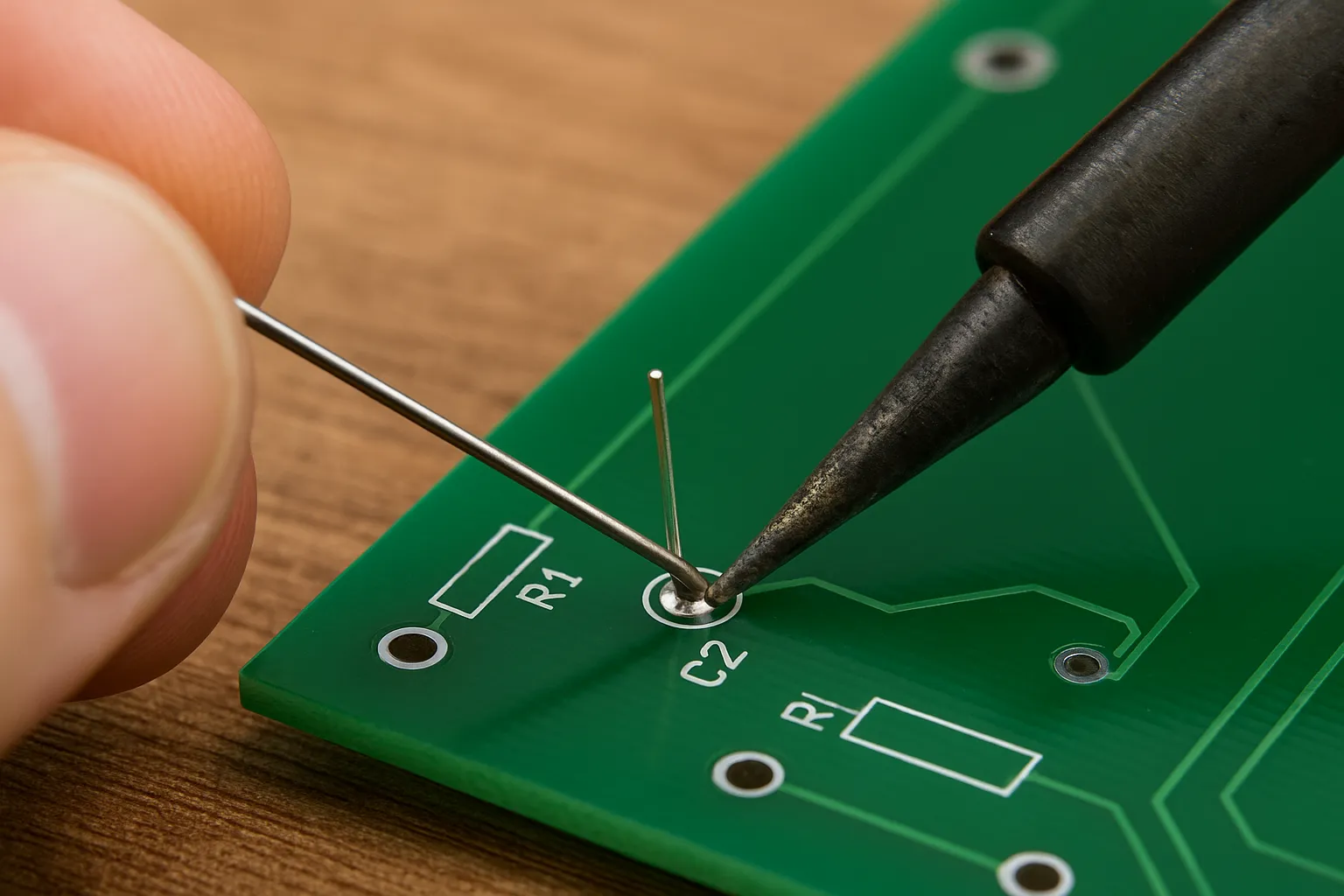
Schritt 4: Erhitzen und Löten
- Lötstelle vorwärmen: Spitze berührt Pad und Anschluss gleichzeitig.
- Lot zuführen: Nach 1–2 s Lot auf die gegenüberliegende Seite der Spitze an die Lötstelle führen—nicht direkt auf die Spitze.
- Lot entfernen, dann die Spitze: Lot soll das Pad gleichmäßig füllen.
- Abkühlen lassen, ohne Bewegung.
Gute Lötstelle: glänzend, glatt, kegelförmig, bedeckt Pad und Anschluss, ohne Lunker/Blasen.
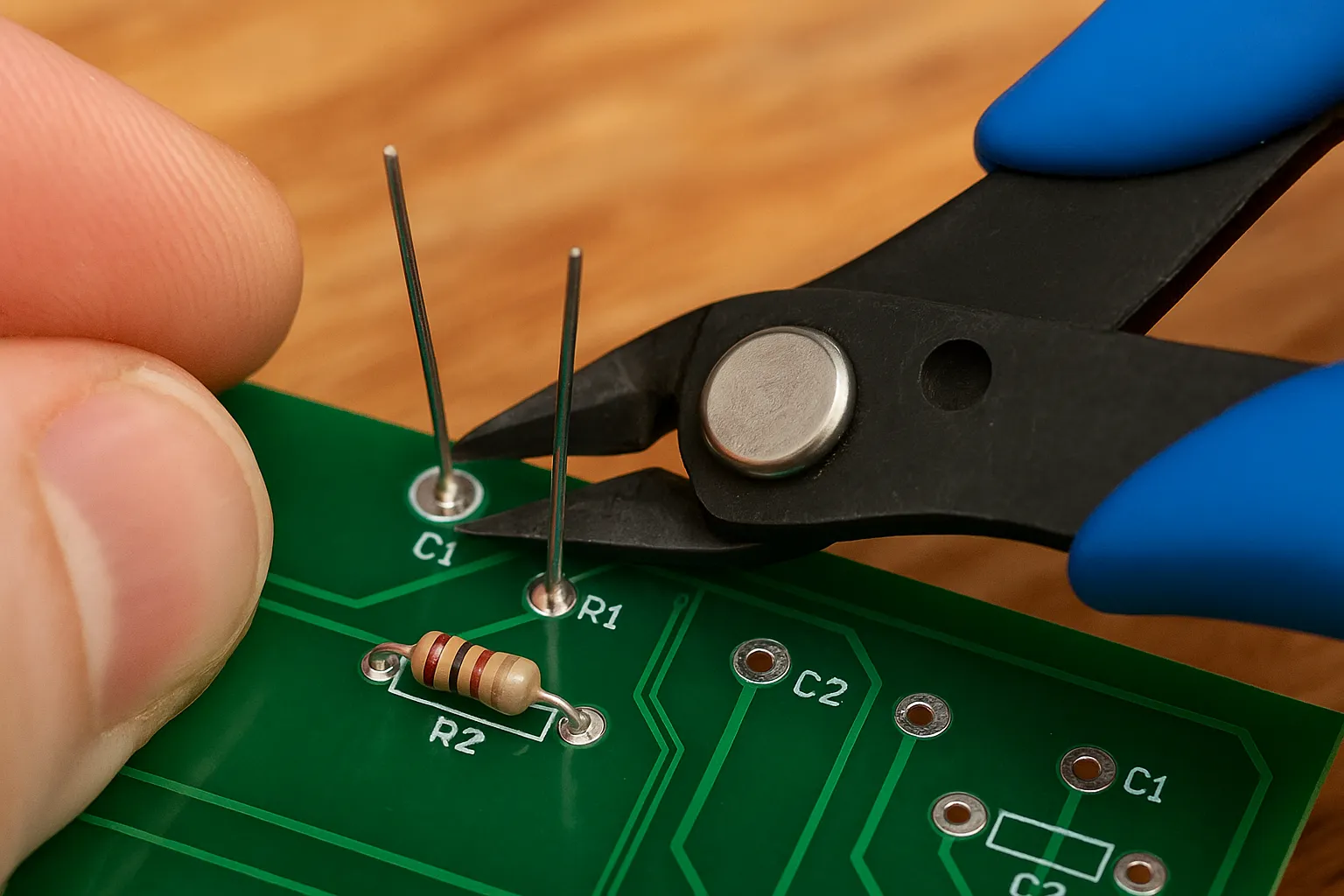
Schritt 5: Überstände kürzen
- Seitenschneider/Flush Cutter verwenden; dicht an der Lötstelle abtrennen, ohne den „Kegel“ zu beschädigen.
Schritt 6: Kontrolle
- Mit Lupe prüfen:
- stumpfe/körnige Stellen (kalt),
- Lötbrücken,
- unvollständige Benetzung.
- Bei Bedarf nachheizen/reflowen.
Schritt 7: Platine reinigen
- Kolophonium-Flux: mit Isopropanol + weicher Bürste reinigen.
- No-Clean: kann verbleiben, falls Optik/Freisicht nicht kritisch ist.
Schritt 8: Fehler beheben (falls nötig)
- Kalte Lötstelle: nachheizen, frisches Lot zugeben.
- Lötbrücke: mit Litze oder Pumpe entfernen.
- Abgehobenes Pad: Verbindung ggf. mit Drahtbrücke wiederherstellen.
Zusammenfassende Checkliste
- Arbeitsplatz: sauber, hell, belüftet
- Sauberkeit: Pads/Leads mit IPA reinigen
- Einsetzen: Leads zum Fixieren spreizen
- Löten: Pad & Lead erhitzen → Lot zuführen → abkühlen lassen
- Kürzen: bündig und sauber
- Inspektion: glänzend, glatt, kegelförmig
- Flux reinigen: IPA + Bürste (bei Bedarf)
- Troubleshooting: Reflow/Entlöten/Reparieren
Tipps, Vorsicht und Best Practices
Temperaturkontrolle ist entscheidend
- Empfehlung: 315–370 °C (600–700 °F).
- Temperaturgeregelte Station nutzen; vollständig aufheizen lassen.
Spitze sauber und verzinnt halten
- Spitze regelmäßig auf feuchtem Schwamm oder Messingwolle reinigen.
- Vor/nach dem Einsatz dünn verzinnen.
- Abgenutzte/vergrubene Spitzen tauschen.
Häufige Fehler vermeiden
- Kalte Lötstellen – Ursache: zu wenig Wärme/Bewegung beim Abkühlen. Fix: nachheizen, frisches Lot. Prävention: 1–2 s Kontakt zu Pad & Lead.
- Lötbrücken – Ursache: zu viel Lot/zu große Spitze. Fix: Litze/Pumpe, dann mit Flux neu löten. Prävention: feine Spitze, moderates Lot, Flux.
- Stumpfe/körnige Lötstellen – Ursache: Oxidation/Überhitzung. Fix: reinigen, mit Flux reflowen. Prävention: Temperatur steuern, Flux nutzen.
- Abgehobene Pads – Ursache: Überhitzen/mech. Stress. Fix: Drahtbrücke. Prävention: Wärmeeintrag begrenzen, nicht hebeln.
Flux großzügig—aber gezielt
- Kolophonium/Flux-Stifte für präzise Dosierung.
- Externen Flux nachher entfernen (außer No-Clean). Rückstände können korrodieren oder Leckströme verursachen.
Die richtige Spitze und das richtige Lot
- Konisch für Präzision; Meißel für größere Pads.
- Feiner Draht-Durchmesser (≈ 0,5 mm) für kleine Pads.
Thermische Anbindung & Pad-Design beachten
- Große Masseflächen ziehen Wärme ab.
- Thermal-Reliefs erleichtern das Löten.
- Platine ggf. vorwärmen oder Verweilzeit leicht erhöhen.
Übung macht den Profi
- Auf Ausschuss-PCBs üben; Löt-Kits nutzen.
- Konstante Routine entwickeln: erhitzen → Lot → abziehen → kühlen.
Sicherheit zuerst
- Gute Lüftung/Fume Extractor, Schutzbrille, keine brennbaren Materialien in Reichweite, Netz trennen bei Nichtgebrauch.
Fortgeschrittene Löttechniken (SMD & mehr)
Nach THT folgen komplexere Projekte mit SMD, Reflow und industriellen Verfahren wie Wellen- oder Tauchlöten.
SMD-Löten (Surface-Mount Devices)
- Häufige R/C-Baugrößen: 0805, 0603, 0402.
- IC-Gehäuse: SOIC, QFN, TQFP, BGA (letzteres fortgeschritten).
Zwei gängige Methoden:
- Handlöten: feine Spitze + Flux. Einen Pad „anpunkten“, Bauteil platzieren, restliche Pads löten. Ideal für Passive und einfache ICs.
- Drag Soldering: für feine Pin-Abstände (z. B. TQFP). Flux auftragen, mit benetzter Spitze ziehen; Überschuss mit Litze entfernen.
Reflow-Löten (DIY)
Ablauf: Lötpaste (Schablone/Spritze) → Bestückung (Pinzette/Pick-and-Place) → Erwärmen nach Thermalprofil per Reflow-Ofen, Heizplatte + Heißluft oder IR.
Phasen: Ramp (Aufwärmen) → Soak (Temperaturangleich) → Spike (Schmelzen) → Cool (kontrolliertes Abkühlen).
Wellen- und Tauchlöten (Überblick)
- Wellenlöten: PCB über eine Lotwelle geführt—Standard in automatisierter THT-Fertigung.
- Tauchlöten: PCB in Lötbad getaucht—einfacher, heute seltener.
Rework & SMD-Entlöten
- Heißluft-Rework: gleichmäßiges Erwärmen, ideal für IC-Entfernung.
- Litze + Flux: überschüssiges Lot entfernen/Kleinteile abheben.
- Vorwärmen der PCB: reduziert thermischen Stress, hilfreich bei mehrlagigen Platinen.
Nützliche Tools (fortgeschritten)
- Reflow-Ofen, Heißluft-Station, feine Lötspitze, Lötpaste/Spritzen, Mikroskop/Lupe, Feinpinzetten.
Best Practices (fortgeschritten)
- Bei SMD/Drag immer Flux nutzen.
- Vorwärmen bei Multilayer-PCBs.
- SMD-Trainingskits üben.
- Polung/Orientierung akribisch prüfen.
- ESD-Schutz sicherstellen.
Wann welche Technik?
- Kleine SMD-R/C: Handlöten mit feiner Spitze
- Viele SMD-ICs: Reflow
- Mehrbeinige SMD entfernen: Heißluft + niedrigschmelzende Legierung (ChipQuik)
- Lötbrücken an Fine-Pitch-ICs: Flux + Drag
- THT-Serienfertigung: Welle/ Tauch
PCB-Löten: Troubleshooting-Guide
Typische Probleme & Lösungen (Kurzreferenz):
- Kalte Lötstelle: stumpf/körnig/rissig; Ursache: zu wenig Wärme/Bewegung. Fix: nachheizen, frisches Lot. Prävention: Pad & Lead gemeinsam erhitzen, ruhig halten.
- Lötbrücke: ungewollte Verbindung benachbarter Pads/Pins. Fix: Litze/Pumpe, reinigen, reflow. Prävention: feine Spitze, weniger Lot, Flux.
- Trockene Lötstelle: keine echte Bindung zwischen Pad und Anschluss. Fix: reinigen, Flux, reflow. Prävention: saubere Oberflächen, frisches Lot.
- Abgehobenes Pad: Kupferpad löst sich. Fix: Drahtbrücke. Prävention: Wärmeeintrag begrenzen, nicht ziehen/hebeln.
- Lötklumpen (kalt): große Kugel, schlechter Kontakt. Fix: erneut erhitzen, Lot fließen lassen. Prävention: erst Pad & Lead erhitzen, dann Lot.
- Tombstoning (SMD): ein Bauteilende steht hoch. Fix: entfernen, Paste neu, korrekt reflowen. Prävention: gleichmäßige Erwärmung, korrekte Pastenmenge.
- Übermäßige Fluxrückstände: klebrig/krustig. Fix: Isopropanol + Bürste. Prävention: No-Clean nutzen oder stets reinigen.
- Keine Benetzung: Lot perlt ab. Fix: reinigen, Temperatur leicht erhöhen. Prävention: Flux, Sauberkeit, Spitzenpflege.
- Intermittierende Fehler: z. B. bei Vibration. Fix: unter Lupe prüfen, reflow. Prävention: gute Benetzung/Abstützung, mechanische Last vermeiden.
Sicherheit & Wartung
- Gute Belüftung/Fume Extractor: Löt- und Flussmitteldämpfe abführen.
- Schutzbrille und ggf. hitzefeste Handschuhe: Schutz vor Spritzern/Leitungsabschnitten.
- Immer abschalten/abziehen, wenn unbenutzt; auf hitzefester Ablage abkühlen lassen; niemals unbeaufsichtigt.
- Feuerfester Arbeitsplatz: keine brennbaren Gegenstände; hitzebeständige Matte/Metall-/Keramikunterlage.
- Spitze regelmäßig reinigen & verzinnen: bessere Wärmeübertragung, längere Lebensdauer.
- Routine-Wartung: verschlissene Spitzen tauschen; Kabel/Anschlüsse prüfen; trocken und organisiert lagern.
- ESD-Schutz für empfindliche Bauteile (Armband + ESD-Matte).
- Reinigung nach dem Löten (bei Kolophonium/aktivem Flux).
- Ordnung am Arbeitsplatz: Organizer, Halter, Kabelmanagement—für Effizienz und Sicherheit.
FAQ
Welche Temperatur ist ideal?
Für die meisten Arbeiten 315–370 °C (600–700 °F). Mit Sn63/Pb37 eher niedriger, bei bleifrei (z. B. SAC305) ggf. bis 370 °C. Anpassen an Spitzengröße, Lottyp und Bauteildichte.
Kann ich ohne Flux löten?
Technisch möglich, aber nicht empfohlen. Flux entfernt Oxidation, verbessert Benetzung und Fluss. Lötzinn hat oft Fluxkern, zusätzliches Flux erhöht die Zuverlässigkeit, besonders bei SMD oder oxidierten Flächen.
Wie repariere ich eine schlechte Lötstelle?
Stelle erwärmen, etwas frisches Lot zugeben. Flux verwenden; Pad und Anschluss gemeinsam erhitzen. Beim Abkühlen nicht bewegen.
Wodurch entstehen Lötbrücken und wie vermeide ich sie?
Durch zu viel Lot oder zu große Spitze. Prävention: langsam dosieren, Flux nutzen, Fehler mit Litze/Pumpe korrigieren.
Blei-haltiges vs. bleifreies Lot?
Blei-haltig (Sn63/Pb37): einfacher zu verarbeiten, niedriger Schmelzpunkt, besserer Fluss.
Bleifrei (typ. SAC305): RoHS-konform, sicherer, benötigt höhere Temperatur und etwas mehr Sorgfalt.
Für Hobby geeignet ist beides; wichtig sind Lüftung und Hygiene.
Mindest-Werkzeugausstattung?
Temperaturgeregelter Lötkolben,
Lötzinn (mit Fluxkern),
Flux (optional, hilfreich),
Schwamm/Messingwolle zur Spitzenpflege,
Pinzetten, Seitenschneider, Entlötwerkzeuge,
Lupe und Fume Extractor empfohlen.
Kann ich Bauteile beim Löten beschädigen?
Ja—durch zu viel Hitze, ESD oder schlechte Technik. Vorbeugung: 2–4 s pro Lötstelle, ESD-Schutz, Vorwärmen/thermische Entlastung großer Kupferflächen.
Muss ich nach dem Löten reinigen?
Bei Kolophonium/aktivem Flux: Isopropanol + Bürste. No-Clean kann bleiben, Reinigung ist dennoch für Optik und Langzeitzuverlässigkeit sinnvoll.
Wie sieht eine gute Lötstelle aus?
Glatt, glänzend, leicht konkav, bedeckt Pad und Anschluss, ohne Poren, Risse oder überschüssiges Lot. Am besten unter Vergrößerung prüfen.
