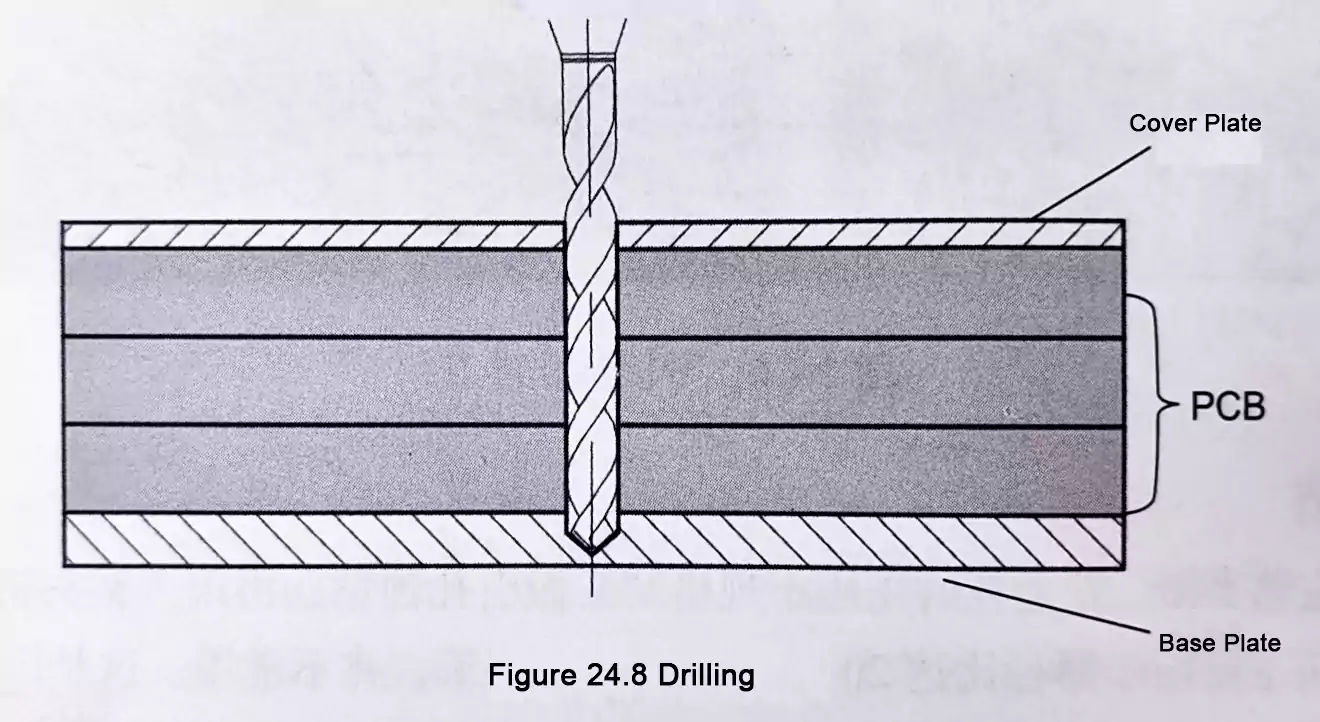
Beim mechanischen Bohren von Leiterplatten erfüllt der Bohrer weit mehr als nur die Aufgabe, ein Loch zu erzeugen. Er beeinflusst direkt die Lochpositionsgenauigkeit, die Qualität der Lochwand, das Werkzeugbruchrisiko und die gesamten Bohrkosten. Da in der PCB-Fertigung immer höhere Anforderungen an die Bohrqualität gestellt werden, haben sich PCB-Bohrertypen und ihre Geometrien deutlich über klassische Standardausführungen hinaus weiterentwickelt.
In diesem Artikel werden die gängigsten PCB-Bohrertypen sowie die wichtigsten Punkte beim Nachschleifen von PCB-Bohrern erläutert. Ziel ist es, ein besseres Verständnis für die Bohrerauswahl, konstruktive Unterschiede und das Werkzeugmanagement in der Leiterplattenfertigung zu vermitteln.
Gängige Klassifizierungen von PCB-Bohrertypen
PCB-Bohrertypen lassen sich nach verschiedenen Kriterien einteilen, darunter Schaftdurchmesser, Außenabmessungen, Schneiden- und Nutgeometrie sowie die Form des vorderen Bohrerbereichs. Jede Einteilung steht in Zusammenhang mit bestimmten Maschinenanforderungen, Bohreigenschaften und Kostenaspekten.
1. Einteilung nach Schaftdurchmesser

Abhängig von den Anforderungen der Kundenmaschinen werden gängige PCB-Bohrer in der Regel nach dem Schaftdurchmesser in zwei Gruppen unterteilt:
- PCB-Bohrer mit 3,175 mm Schaftdurchmesser
- PCB-Bohrer mit 2,0 mm Schaftdurchmesser
Der Schaftdurchmesser beeinflusst vor allem die Kompatibilität mit Spindel und Spannzange und gehört damit zu den grundlegendsten Spezifikationen in der PCB-Bearbeitung.
2. Einteilung nach Außenabmessungen

Nach den Außenabmessungen lassen sich PCB-Bohrertypen üblicherweise in zwei Gruppen einteilen:
Standard-Bohrer
Hierbei handelt es sich um Bohrer, deren Bohrerdurchmesser kleiner oder gleich dem Schaftdurchmesser ist:
Bohrerdurchmesser ≤ Schaftdurchmesser
ID-Bohrer
Dabei handelt es sich um Bohrer, deren Bohrerdurchmesser größer als der Schaftdurchmesser ist:
Bohrerdurchmesser > Schaftdurchmesser
Diese Einteilung beschreibt das dimensionsbezogene Verhältnis zwischen dem schneidenden Bereich und dem Schaft, was sich auf Einsatzbereich und Bohrverhalten auswirken kann.
PCB-Bohrertypen nach Schneiden- und Nutgeometrie
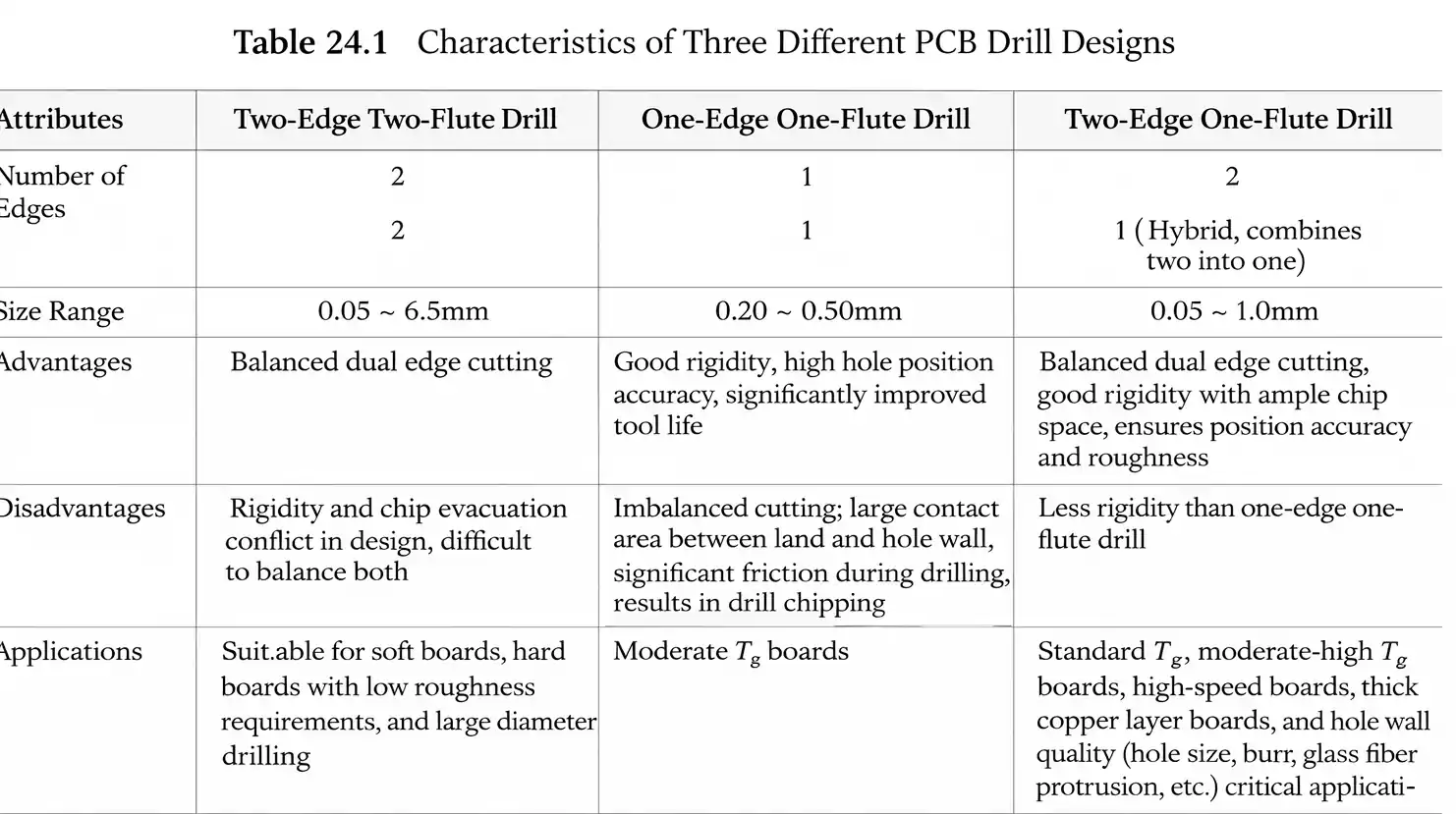
Konventionelle PCB-Bohrer sind in der Regel mit zwei Schneiden und zwei Nuten ausgeführt. Da die Leiterplattenindustrie jedoch immer strengere Anforderungen an die Bohrqualität stellt — insbesondere bei Lochpositionsgenauigkeit und Lochwandrauheit — wurden neue Bohrergeometrien entwickelt, darunter Ausführungen mit zwei Schneiden und einer Nut sowie mit einer Schneide und einer Nut.
Je nach Anzahl der Schneiden und Nuten lassen sich PCB-Bohrertypen im Allgemeinen in drei Kategorien einteilen.

1. Bohrer mit zwei Schneiden und zwei Nuten
Dies ist die traditionellste und am weitesten verbreitete Bohrerbauform. Sie gilt als Standardausführung für das konventionelle PCB-Bohren und wird in der laufenden Serienfertigung nach wie vor häufig eingesetzt.
2. Bohrer mit zwei Schneiden und einer Nut
Dieser Typ gehört zu den neueren Geometrien, die aus klassischen Bohrerformen weiterentwickelt wurden. Mit steigenden Anforderungen an die Bohrqualität wurde diese Ausführung eingeführt, um höhere Prozessstandards zu erfüllen.
3. Bohrer mit einer Schneide und einer Nut
Auch hierbei handelt es sich um eine neuere Bohrergeometrie, die entwickelt wurde, um die Bohrqualität unter bestimmten Prozessbedingungen zu verbessern. Ähnlich wie der Typ mit zwei Schneiden und einer Nut zeigt auch diese Bauform den Trend der Branche, die Bohrleistung für anspruchsvollere Anwendungen gezielt zu optimieren.
Insgesamt wurde die Entwicklung von Schneiden- und Nutgeometrien durch den Bedarf getrieben, mehrere wesentliche Faktoren besser auszubalancieren:
- Lochpositionsgenauigkeit
- Lochwandqualität
- Schnittstabilität
- Werkzeugbruchrisiko
- Prozesseffizienz und Kosten
Mit anderen Worten: Bei der Entwicklung von PCB-Bohrern geht es heute nicht mehr nur darum, Löcher zu erzeugen, sondern darum, sie präziser, stabiler und mit weniger Defekten herzustellen.
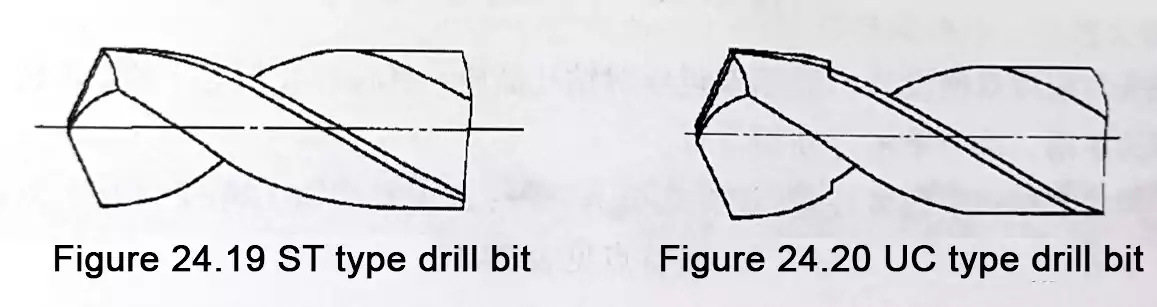
Einteilung nach der Frontgeometrie: ST- und UC-Bohrer
Neben der Schneiden- und Nutkonfiguration ist auch die Form des vorderen Bohrerbereichs ein wichtiges Klassifizierungsmerkmal beim PCB-Bohren. Nach der Frontgeometrie lassen sich PCB-Bohrertypen in zwei Hauptgruppen einteilen:
- ST (Straight Drill)
- UC (Under Cut Drill)
Der Unterschied zwischen ST- und UC-Bohrern ist besonders wichtig, wenn es um Bohrwärme, Kontakt zur Lochwand, Nachschleifbarkeit und Bohrkosten geht.
1. ST-Bohrer
Ein ST-Bohrer ist ein konventioneller Bohrer mit geradlinigem Bohrerkörper. Vereinfacht gesagt handelt es sich um einen Standardbohrer mit geradem Körper.
Seine wichtigsten Merkmale sind:
Nachteile
- Die Kontaktfläche zwischen Bohrer und Lochwand ist relativ groß.
- Beim Bohren entsteht eine hohe Schnittwärme.
- Übermäßige Wärme kann zu einer schlechten Lochwandqualität führen.
Vorteile
- Einfache Herstellung
- Höhere Anzahl möglicher Nachschliffe
- Gute Gesamtsteifigkeit
Aufgrund dieser Eigenschaften sind ST-Bohrer einfacher zu produzieren und bieten eine bessere Nachschleiflebensdauer, was sie aus Kosten- und Steifigkeitssicht attraktiv macht. Die größere Kontaktfläche und die höhere Wärmeentwicklung können jedoch nachteilig sein, wenn eine besonders hohe Lochwandqualität gefordert ist.
2. UC-Bohrer
Ein UC-Bohrer weist im hinteren Bereich des Bohrerkörpers einen reduzierten Durchmesser auf.
Seine wichtigsten Merkmale sind:
Vorteile
- Geringere Kontaktfläche zwischen Bohrer und Lochwand
- Wirksame Reduzierung der Schnittwärme beim Bohren
- Verringerung von Lochwandfehlern und Verbesserung der Lochqualität
Nachteile
- Deutlich geringere Anzahl möglicher Nachschliffe als bei ST-Bohrern
- Möglicherweise höhere Bohrkosten
Das bedeutet, dass UC-Bohrer besser für Anwendungen geeignet sind, bei denen die Lochwandqualität im Vordergrund steht. Durch die geringere Kontaktfläche und reduzierte Schnittwärme verbessern sie die Bohrqualität. Dieser Leistungsgewinn geht jedoch mit einer kürzeren Nachschleiflebensdauer und potenziell höheren Werkzeugkosten einher.
3. Wichtige Unterschiede zwischen ST- und UC-Bohrern
Aus praktischer Sicht lassen sich die wichtigsten Unterschiede zwischen ST- und UC-Bohrern wie folgt zusammenfassen:
Kontaktfläche
- ST: größer
- UC: kleiner
Schnittwärme
- ST: höher
- UC: niedriger
Lochwandqualität
- ST: anfälliger für Lochwandfehler
- UC: günstiger für eine bessere Lochwandqualität
Nachschleiffähigkeit
- ST: mehr Nachschliffe möglich
- UC: weniger Nachschliffe möglich
Kosten
- ST: in Bezug auf Werkzeugwiederverwendung meist wirtschaftlicher
- UC: aufgrund kürzerer Nachschleiflebensdauer meist kostenintensiver
Daher läuft die Entscheidung zwischen ST- und UC-Bohrern in der Praxis häufig auf einen Kompromiss zwischen Bohrqualität und Werkzeugkosten hinaus.
Wichtige Punkte beim Nachschleifen von PCB-Bohrern
Beim PCB-Bohren werden Bohrer nicht immer nur einmal verwendet. Um die Werkzeugausnutzung zu verbessern und die Kosten zu kontrollieren, werden gebrauchte Werkzeuge häufig nachgeschliffen. Das Nachschleifen von PCB-Bohrern bedeutet jedoch nicht nur, die Spitze wieder scharf zu machen. Es handelt sich um einen kritischen Prozess, der die Bohrqualität und das Risiko von Werkzeugbruch direkt beeinflusst.
Die wichtigsten Kontrollpunkte beim Nachschleifen von PCB-Bohrern lassen sich in drei Bereiche gliedern:
- Nachschleifmenge
- Nachschleifqualität
- Anzahl der Nachschliffe
1. Nachschleifmenge: mehr als nur die Schneide
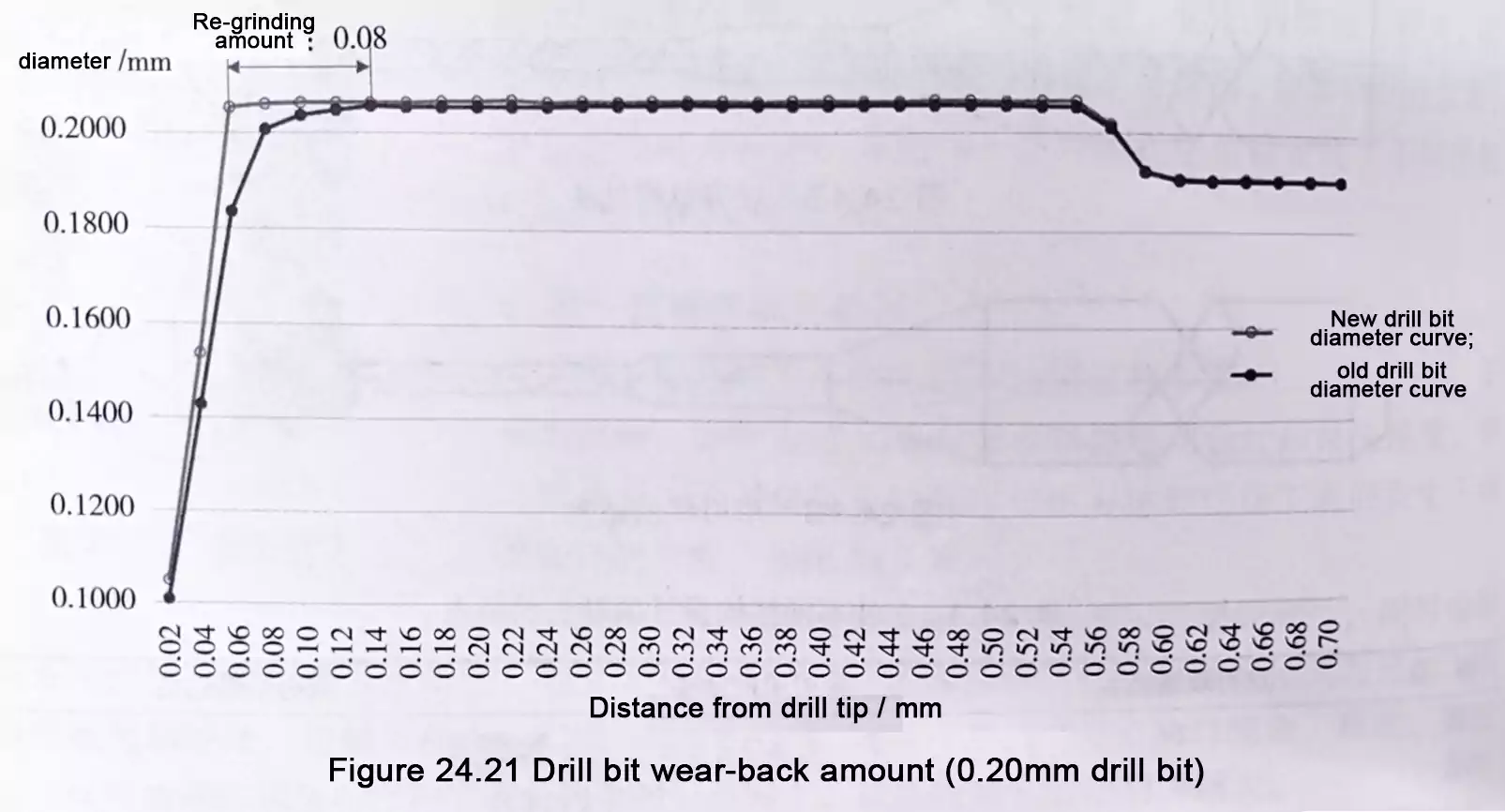
Nach dem Einsatz verschleißen sowohl die Spanfläche als auch die Führungsfase des Bohrers. Beim Nachschleifen reicht es daher nicht aus, nur den Verschleiß an der Schneidfläche zu entfernen. Es muss auch eine bestimmte Länge abgetragen werden, um den Verschleiß an der Führungsfase zu beseitigen. Diese erforderliche Abtragslänge wird als Nachschleifmenge bezeichnet.
Das bedeutet: Beim Nachschleifen von PCB-Bohrern geht es nicht nur darum, die Schärfe an der Spitze wiederherzustellen. Der verschlissene Bereich der gesamten wirksamen Schneidzone muss vollständig entfernt werden. Ist die Nachschleifmenge zu gering, können verschlissene Bereiche verbleiben und die Bohrleistung weiter beeinträchtigen.
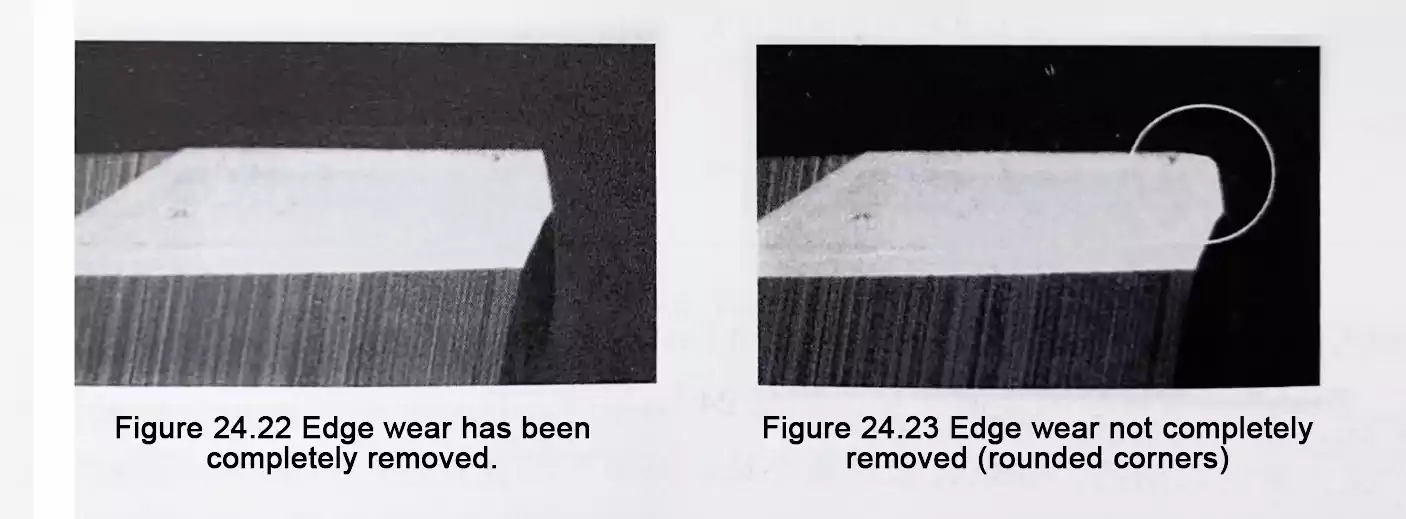
2. Nachschleifqualität: verschlissene Schneidenbereiche müssen vollständig entfernt werden
Nach dem Nachschleifen muss der verschlissene Schneidenbereich vollständig entfernt sein. Andernfalls können verschiedene Probleme auftreten:
- verringerte Lochpositionsgenauigkeit
- schlechte Lochwandqualität
- im Extremfall Werkzeugbruch
Mit anderen Worten: Eine schlechte Nachschleifqualität bei PCB-Bohrern reduziert nicht nur die Werkzeugleistung. Sie kann auch erhebliche Prozess- und Qualitätsrisiken verursachen, wenn der Bohrer wieder in die Produktion zurückgeführt wird.
3. Anzahl der Nachschliffe: UC-Bohrer erfordern besondere Aufmerksamkeit
Bei UC-Bohrern lässt sich die zulässige Anzahl der Nachschliffe nicht allein danach beurteilen, wie oft der Bohrer bereits nachgeschliffen wurde. Entscheidend ist, ob die UC-Kopflänge noch ausreichend vorhanden ist.
Das bedeutet:
- Der UC-Bereich darf nicht zu kurz werden.
- Die Nachschleifgrenze wird durch die UC-Kopflänge bestimmt.
Dies ist ein wichtiger Punkt im Werkzeugmanagement. Obwohl UC-Bohrer eine bessere Lochqualität liefern, reagieren sie empfindlicher auf geometrische Veränderungen nach dem Nachschleifen und erfordern daher eine strengere Kontrolle.
4. Anforderung an die UC-Kopflänge bei Bohrern mit kleinem Durchmesser
Für Bohrer mit 0D ≤ 0,50 mm wird im Allgemeinen empfohlen, die UC-Kopflänge bei mindestens 0,25 mm zu halten.
Wird der UC-Kopf zu kurz, kann dies zu folgenden Problemen führen:
- schlechte Lochqualität
- zu kleine Lochdurchmesser
Das zeigt, dass die Maßkontrolle nach dem Nachschleifen beim Bohren kleiner Löcher besonders wichtig ist. Selbst wenn der Bohrer mechanisch noch einsatzfähig ist, kann eine zu geringe UC-Kopflänge bereits ausreichen, um Qualitätsprobleme zu verursachen.
Zusammenhang zwischen PCB-Bohrertypen und Nachschleifen
PCB-Bohrertypen und Nachschleifmanagement sollten nicht als getrennte Themen betrachtet werden. In der Praxis sind sie eng miteinander verknüpft.
Zum Beispiel:
- ST-Bohrer bieten eine höhere Steifigkeit und mehr Nachschleifmöglichkeiten und eignen sich daher besser für Anwendungen, bei denen Werkzeuglebensdauer und Kosteneffizienz im Vordergrund stehen.
- UC-Bohrer sind besser für Anwendungen geeignet, die eine höhere Lochwandqualität erfordern, ihre Nachschleiflebensdauer ist jedoch begrenzter, da die UC-Kopflänge erhalten bleiben muss.
- Neue Schneiden- und Nutgeometrien spiegeln den zunehmenden Fokus der Branche auf Lochpositionsgenauigkeit, Oberflächenqualität und Bohrstabilität wider.
- Nachschleifmenge und Nachschleifqualität bestimmen direkt, ob ein nachgeschliffener Bohrer die Prozessanforderungen weiterhin erfüllt.
Aus Sicht der Fertigung sollte ein Bohrer nicht nur danach bewertet werden, ob er noch bohren kann. Entscheidend ist auch, ob er weiterhin die geforderte Lochqualität erreicht. In der hochdichten und hochpräzisen PCB-Produktion können die Wahl der Bohrergeometrie und die Standards für das Nachschleifen von PCB-Bohrern sowohl die Ausbeute als auch die Kosten direkt beeinflussen.
FAQ
Was sind die wichtigsten PCB-Bohrertypen?
Die wichtigsten PCB-Bohrertypen lassen sich nach Schaftdurchmesser, Außenabmessungen, Schneiden- und Nutgeometrie sowie Frontgeometrie einteilen.
Was ist der Unterschied zwischen ST- und UC-Bohrern?
ST-Bohrer bieten eine höhere Steifigkeit und mehr Nachschleifmöglichkeiten. UC-Bohrer reduzieren die Kontaktfläche und die Schnittwärme, was die Lochwandqualität verbessert.
Warum ist das Nachschleifen von PCB-Bohrern wichtig?
Das Nachschleifen von PCB-Bohrern stellt die Schneidleistung wieder her, verlängert die nutzbare Werkzeuglebensdauer und unterstützt eine stabilere Bohrqualität.
Wovon hängt die zulässige Anzahl der Nachschliffe ab?
Sie hängt vor allem von der Bohrergeometrie und den verbleibenden Abmessungen nach dem Nachschleifen ab. Bei UC-Bohrern ist die UC-Kopflänge der entscheidende Faktor.
Welche Probleme kann schlechtes Nachschleifen verursachen?
Schlechtes Nachschleifen kann zu Positionsabweichungen der Löcher, schlechter Lochwandqualität, zu kleinen Lochdurchmessern und sogar Werkzeugbruch führen.
Welcher Bohrertyp ist besser für die Lochwandqualität?
Im Allgemeinen sind UC-Bohrer besser für hohe Anforderungen an die Lochwandqualität geeignet, da sie die Schnittwärme beim Bohren reduzieren.
Fazit
Das Verständnis verschiedener PCB-Bohrertypen ist wichtig, um die richtige Werkzeuggeometrie auszuwählen, die Bohrqualität zu verbessern und die Werkzeuglebensdauer in der PCB-Fertigung besser zu steuern. Von Schaftdurchmesser und Außenabmessungen bis hin zu Nutgeometrie und Frontform wurde jeder Bohrertyp für bestimmte Prozessanforderungen entwickelt.
Gleichzeitig spielt das Nachschleifen von PCB-Bohrern eine entscheidende Rolle für die Aufrechterhaltung der Bohrleistung. Im Vergleich ST vs. UC bieten UC-Bohrer Vorteile bei der Reduzierung der Schnittwärme und der Verbesserung der Lochwandqualität, erfordern jedoch auch eine strengere Kontrolle der Nachschleifgrenzen. Eine geeignete Bohrerauswahl und ein sauberes Nachschleifmanagement sind daher beide entscheidend, um eine stabile Lochqualität und eine wirtschaftliche Produktion zu erreichen.