

Löten ist ein Grundpfeiler der Elektronik. Es sorgt für die elektrische Verbindung und die mechanische Befestigung von Bauteilen auf einer Leiterplatte (PCB).
Dieser Leitfaden erklärt, was PCB-Löten ist, stellt die wichtigsten Lötverfahren vor, hilft bei der Auswahl von Lot/Flux und Werkzeugen und führt Schritt für Schritt zu zuverlässigen Lötstellen.
Was ist PCB-Löten?
Beim PCB-Löten werden elektronische Bauteile mit der Leiterplatte verbunden, indem Lot – eine Metalllegierung – geschmolzen wird, um Anschlüsse oder Lötpads elektrisch und mechanisch mit den Kupferbahnen zu verbinden.
So entstehen stabile und leitfähige Verbindungen. Flux (Flussmittel) entfernt Oxide und reinigt die Oberflächen, damit das geschmolzene Lot sauber fließt und gut benetzt.
Gute Lötstellen sichern eine hohe Zuverlässigkeit. Schlechte Lötungen können Aussetzer, hohe Übergangswiderstände oder komplette Ausfälle verursachen. Entscheidend sind Temperatur, Timing und Sauberkeit.
Arten des PCB-Lötens
Welches Verfahren passt, hängt vom Projekt ab. Die vier gängigsten sind Handlöten, Reflow-Löten, Wellenlöten und Selektivlöten.
1) Handlöten
Das Standardverfahren für Prototypen, Reparaturen und Kleinserien. Benötigt werden Lötkolben, Lötzinn und Flux.
Pad und Anschluss werden gleichzeitig erhitzt, dann wird Lot zugeführt, bis es gleichmäßig fließt und die Metallflächen bedeckt. Anschließend Lot und Kolben nacheinander abnehmen.
Handlöten bietet volle Kontrolle und eignet sich besonders für THT-Bauteile und größere SMDs.
2) Reflow-Löten
Weit verbreitet für SMD. Zunächst wird Lötpaste per Schablone aufgetragen, Bauteile werden platziert, anschließend läuft die Platine durch den Reflow-Ofen.
Im Ofen durchläuft sie die Phasen Vorheizen, Soak, Reflow und Abkühlen – das Lot schmilzt und bildet gleichmäßige Lötstellen.
3) Wellenlöten
Für Through-Hole und Mischbestückungen in größeren Stückzahlen. Die Leiterplatte fährt über eine Lotwelle; nach Flux-Auftrag und Vorheizen werden alle freiliegenden Metallflächen benetzt. Schnell und effizient, jedoch nicht für sehr feine SMD-Raster geeignet.
4) Selektivlöten
Präzisere Variante des Wellenlötens. Nur definierte Bereiche werden gelötet, z. B. THT-Stecker auf einer sonst SMD-bestückten Platine. Eine kleine Düse bringt Lot gezielt auf – ideal für High-Mix/Low-Volume.
Kurzvergleich
- Handlöten: Prototyp/Reparatur – THT & große SMD – manuell
- Reflow: SMD-Fertigung – hohe Automatisierung
- Welle: THT & gemischt – hohe Automatisierung
- Selektiv: gemischt & präzise – mittel bis hoch automatisiert
Das richtige Lot und Flussmittel wählen
Leaded vs. lead-free
- Bleihaltiges Lot (Sn63/Pb37) schmilzt bei ca. 183 °C (361 °F), fließt sehr gut und ist leicht zu verarbeiten – in vielen Branchen jedoch aus Umwelt-/Gesundheitsgründen eingeschränkt.
- Bleifreies Lot (SAC305) aus Zinn/Silber/Kupfer schmilzt bei ca. 217 °C (423 °F), erfordert etwas höhere Temperaturen und ist heute der Standard in der Industrie.
Flux-Arten
- Kolophonium-basiert (Rosin): gute Benetzung, Reinigung mit Alkohol erforderlich.
- No-Clean: minimale Rückstände, Reinigen optional.
- Wasserlöslich: sehr effektiv, muss jedoch gründlich ausgewaschen werden.
Für Handlöten: Lötdraht mit Fluxkern.
Für Reflow: Lötpaste verwenden.
PCB-Lötkolben: das richtige Werkzeug
Temperaturregelung
Eine temperaturgeregelte Lötstation ist Pflicht. Für die meisten Arbeiten: 300–380 °C (572–716 °F). Bleifrei benötigt oft etwas mehr. Zu kalt = schlechte Benetzung; zu heiß = Risiko für Pads/Bauteile.
Leistung und Spitzen
Empfehlung: 60–90 W für stabile Wärmenachführung. Niedrige Leistung kühlt auf großen Kupferflächen zu schnell aus.
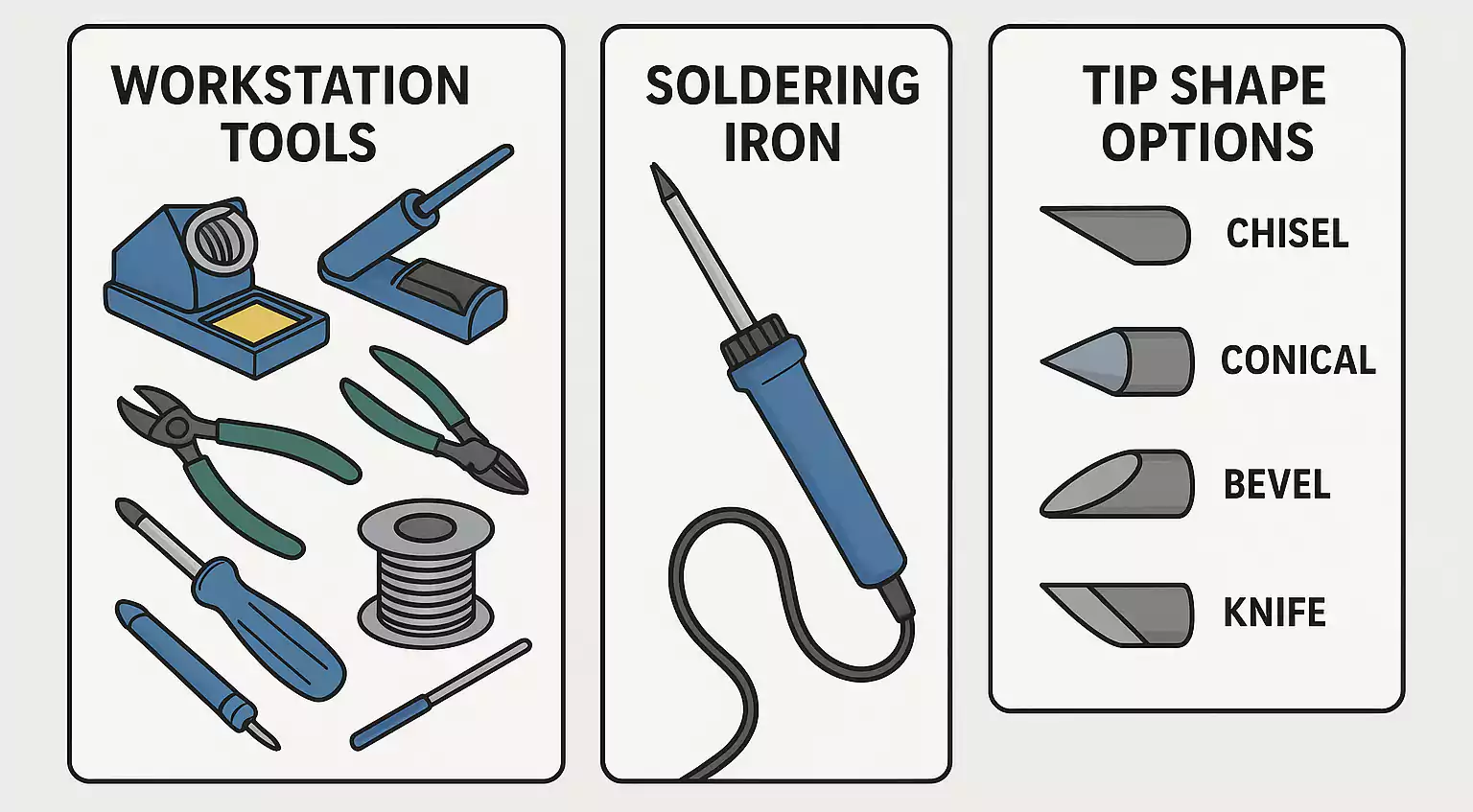
Spitzenformen
- Konisch: präzise Arbeiten, kleine Pads
- Meißel/Flach: Allround, Drähte und größere Pads
- Messer/K-Spitze: Drag-Soldering bei feinen SMD-Pins
Grundausstattung
Lötzinn oder Lötpaste, Flux/Flux-Stift, Pinzette & Seitenschneider, Entlötpumpe oder Entlötlitze, PCB-Halter, ESD-Armband & Matte, Lupe/Arbeitslicht.
Schritt-für-Schritt: Eine PCB von Hand löten
Gute Ergebnisse brauchen Übung. Diese Schritte liefern konstante Qualität:
1) Vorbereitung
Pads und Anschlüsse mit IPA oder Flux-Reiniger säubern. Bauteil einsetzen (THT) oder SMD exakt positionieren. Platine möglichst fixieren.
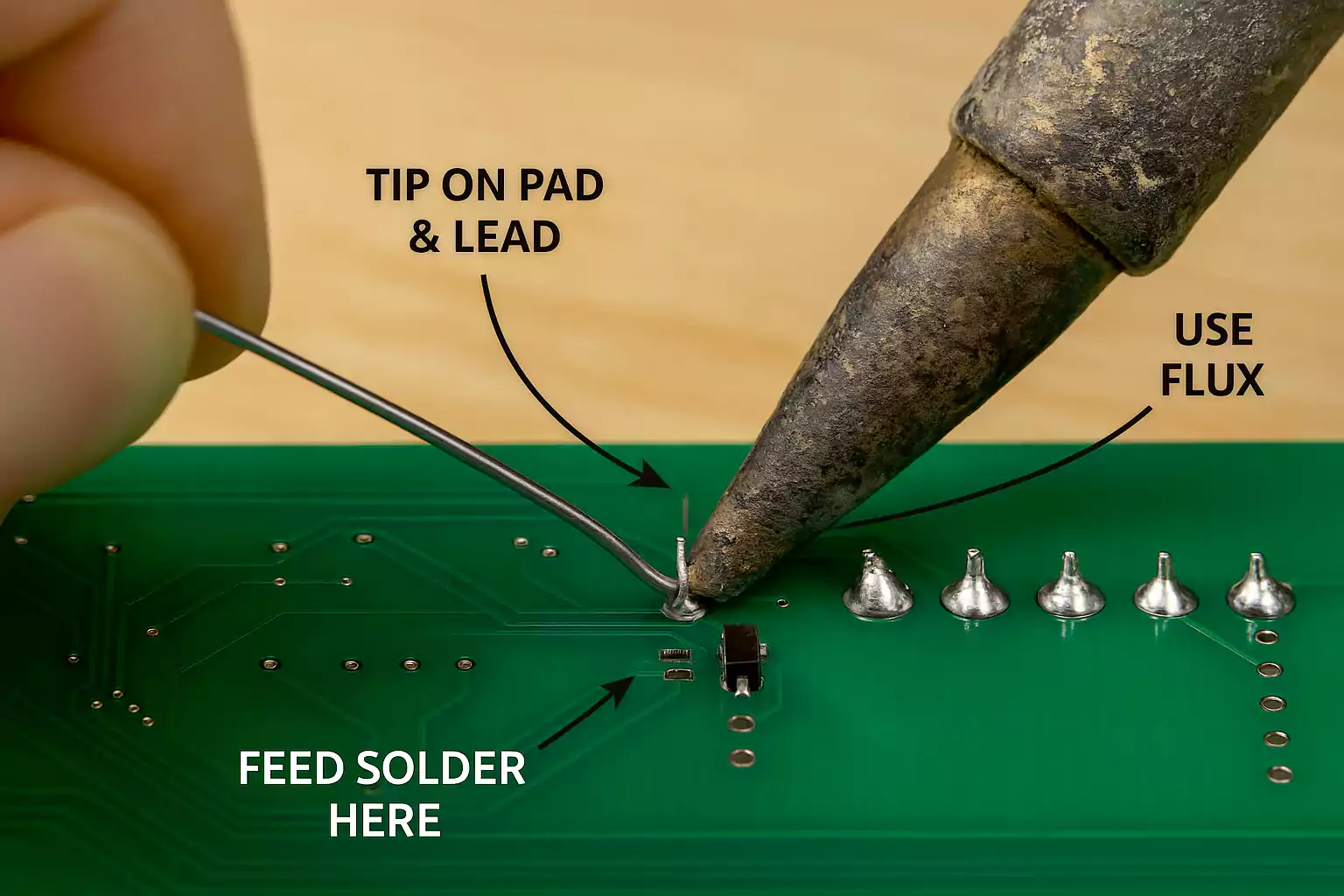
2) Erwärmen & Lot zuführen
Lötkolbenspitze gleichzeitig an Pad und Anschluss.
~1 Sekunde vorwärmen.
Kleine Menge Lot an die Lötstelle zuführen (nicht an die Spitze).
Lot soll glatt fließen und das Pad bedecken.
3) Absetzen & Abkühlen
Zuerst Lot wegnehmen, dann Kolben.
Natürlich abkühlen lassen – nicht anpusten.
4) Prüfen & Kürzen
Gute Lötstelle: glänzend, glatt, leicht konkav.
Matt, körnig oder kugelförmig = Probleme (zu kalt/verschmutzt).
Überstehende Drähte bündig abschneiden.
5) Reinigen
Rückstände mit Isopropanol oder rückstandsfreiem Reiniger entfernen. Saubere Boards sehen besser aus und korrodieren weniger.

SMD-Lötetipps
Für SMD: Pinzette und feine Spitze oder Heißluft.
- Eine Pad-Seite leicht verzinnen.
- Bauteil mit Pinzette positionieren und einen Anschluss fixieren.
- Ausrichten, restliche Pins löten.
- Unter Vergrößerung prüfen.
Kleinstserien lassen sich auch mit Lötpaste + Hot-Plate/Heißluft verarbeiten.
Qualität & Inspektion
Gute Lötstelle: glänzt, bedeckt das Pad vollständig und zeigt einen sanften Übergang zwischen Anschluss und Pad.
Typische Fehler
- Kalte Lötstelle: matt/körnig – zu wenig Wärme oder Schmutz.
- Brücke (Bridging): zu viel Lot verbindet zwei Pads.
- Zu wenig Lot: mechanisch schwach.
- Lötperlen: Spritzer durch Überhitzung oder Flux-Themen.
Erst Sichtprüfung, dann Durchgang mit dem Multimeter messen. Für verdeckte Lötstellen (z. B. BGA) nutzt die Industrie AOI oder Röntgen.
Nacharbeit & Reinigung (Rework)
Lot entfernen
Mit Entlötpumpe oder Entlötlitze überschüssiges Lot aufnehmen:
- Lötstelle erhitzen, bis das Lot schmilzt.
- Pumpe auslösen oder Litze auflegen.
Für größere Bereiche hilft Heißluft zur gleichmäßigen Erwärmung.
Flux-Rückstände reinigen
Auch „No-Clean“ kann leichte Spuren hinterlassen. Mit IPA und fusselfreiem Tuch/Brush wischen. Sauberkeit beugt Korrosion und Leckströmen vor.
Sicherheit & ESD
- Lüftung: In gut belüfteter Umgebung arbeiten oder Rauchabzug verwenden.
- Blei: Nach Arbeiten mit bleihaltigem Lot Hände waschen.
- Hitze: Metallteil des Kolbens nie berühren (bis ~400 °C).
- ESD-Schutz: Armband und Matte bei empfindlichen Bauteilen.
- Aufbewahrung: Station ausschalten und Spitze vor dem Einlagern verzinnen.
Häufige Fragen (FAQ)
1) Was bedeutet Löten bei PCBs?
Das Verbinden von Bauteilen mit der Leiterplatte durch geschmolzenes Lot für eine elektrische und mechanische Verbindung.
2) Welche Temperatur soll ich verwenden?
Meist 320–360 °C; bleifrei oft 350–380 °C.
3) Welches Lot ist besser – bleihaltig oder bleifrei?
Bleihaltig ist leichter zu verarbeiten, aber weniger umweltfreundlich. Bleifrei ist heute Standard und funktioniert mit angepasster Temperatur sehr gut.
4) Welcher Lötkolben ist für Einsteiger geeignet?
Eine temperaturgeregelte Station mit 60–90 W und austauschbaren Spitzen.
5) Lötpaste vs. Lötzinn – wann welches?
Lötzinn fürs Handlöten/Reparaturen, Lötpaste fürs Reflow/SMD-Fertigung.
6) Wie behebe ich kalte Lötstellen oder Brücken?
Mit etwas frischem Flux erneut erhitzen, bis das Lot sauber fließt. Bei Brücken überschüssiges Lot mit Entlötlitze entfernen.
7) Kann ich SMD ohne Reflow-Ofen löten?
Ja – z. B. mit Heißluft, Hot-Plate oder Elektropfanne für kleine Projekte; Temperatur genau überwachen.
Fazit
PCB-Löten ist eine Mischung aus Wissen und Handwerk. Wer Materialien, Temperaturen und Techniken versteht, lötet zuverlässig. Arbeite ruhig, halte die Lötstellen sauber und pflege dein Werkzeug. Mit etwas Übung gelingen dir sowohl einfache LED-Platinen als auch komplexe Multilayer-Prototypen.
