Bei der Oberflächenmontage (SMT) beginnt Präzision, bevor ein einziges Bauteil die Leiterplatte berührt.
Die PCB-Schablone (Lotpastenschablone) steuert, wie viel Lotpaste auf jede Lötpadfläche gedruckt wird – und beeinflusst damit direkt die Qualität der Lötstellen.
Dieser Leitfaden erklärt, was eine PCB-Schablone ist, wie sie hergestellt wird, die wichtigsten Designparameter (z. B. Dicke und Öffnungsverhältnisse) und wie sich typische Druckfehler vermeiden lassen.
Was ist eine PCB-Schablone?
Eine PCB-Schablone ist eine dünne Edelstahl- oder Nickelfolie mit lasergeschnittenen Öffnungen, die den Pads der Leiterplatte entsprechen.
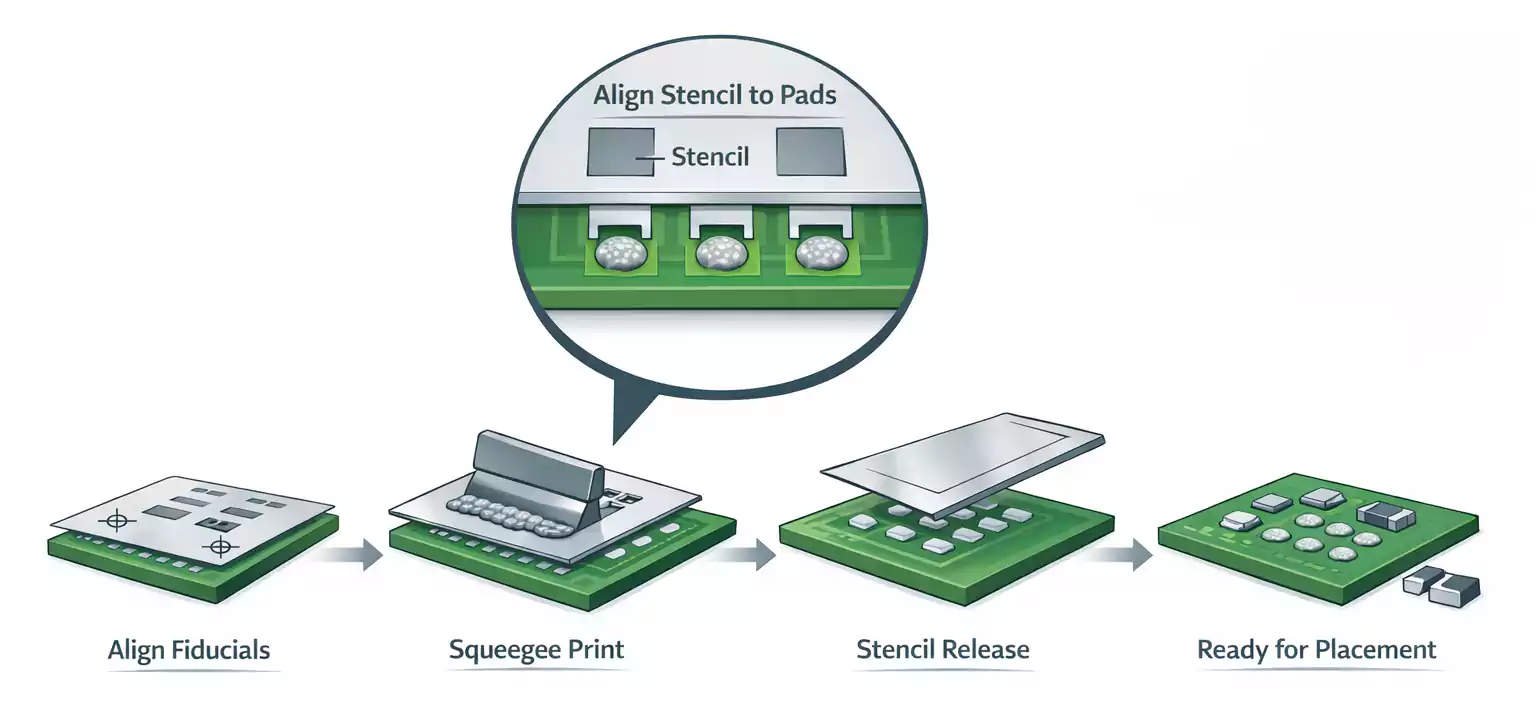
Während der SMT-Bestückung wird Lotpaste mit einer Metallschablone und Rakel über die Öffnungen gestrichen; die Paste wird durch die Öffnungen auf die darunterliegenden Pads übertragen.
Wird die Schablone angehoben, bleiben kleine, gleichmäßige Pastendepots auf jedem Pad zurück – bereit für die Bauteilplatzierung und das Reflow-Löten.
Kurz gesagt: Die Schablone sorgt für gleichmäßige Lotpastenaufträge und damit für zuverlässige Lötstellen.
Aufbau und gängige Typen
Eine Schablone besteht üblicherweise aus:
- Gerahmter oder rahmenloser Ausführung
- Metallfolie (Stahl oder Nickel)
- Gewebe und Kleber (bei gerahmten Schablonen)
Hauptkategorien & typische Einsätze
- Gerahmt (mit Gewebe): Edelstahlfolie auf Aluminiumrahmen – für hohe Stückzahlen und häufige Wiederverwendung.
- Rahmenlos: lose Folie im Spannsystem – für Prototypen und Kleinserien.
- Lasergeschnitten: hohe Genauigkeit, glatte Wandungen – Industriestandard für die meisten SMT-Linien.
- Chemisch geätzt: kostengünstig, aber rauere Kanten – für geringere Präzisionsanforderungen / große Pitchabstände.
- Galvanogeformt (Nickel, „Electroformed“): beste Pastenfreigabe für sehr feine Pitchs – z. B. µBGA, 0201, 01005.
Alle Typen balancieren Kosten, Präzision und Haltbarkeit. Für Feinpitch-SMT und hohe Ausbeute werden meist Laser- und galvanogeformte Schablonen bevorzugt.
Herstellverfahren
- Laserschneiden:
Sehr präzise Öffnungen mit glatten Wänden und enger Toleranz – in der Praxis Standard. - Chemisches Ätzen:
Fotolack und Säure ätzen von beiden Seiten; günstiger, aber mit konischen, raueren Kanten, die Paste festhalten können. - Galvanoformung (Electroforming):
Nickel wird schichtweise elektrolytisch aufgebaut; extrem glatt und exakt – ideal für ultrafeine Bauteile, jedoch teurer und mit längerer Lieferzeit.
Zentrale Designparameter
1) Schablonendicke
Die Dicke bestimmt das Volumen der gedruckten Lotpaste.
Zu dick → Gefahr von Lotbrücken.
Zu dünn → zu wenig Paste, Opens oder Tombstoning.
Typische Bereiche
- 01005 / 0201-Passivbauteile: 0,10 mm (4 mil)
- QFN / Fein-Pitch-BGA: 0,12 mm (≈4,7 mil)
- Standard-SMT: 0,13–0,15 mm (5–6 mil)
- Großer Pitch / Steckverbinder: 0,18–0,20 mm (7–8 mil)
Bei gemischten Bauformen (sehr klein + sehr groß) hilft eine Stufenschablone (Step Stencil) mit lokal dünneren/dickeren Zonen.
2) Öffnungsdesign & Verhältnisregeln
Die Öffnung bestimmt, wie gut die Lotpaste beim Drucken aus der Schablone freikommt.
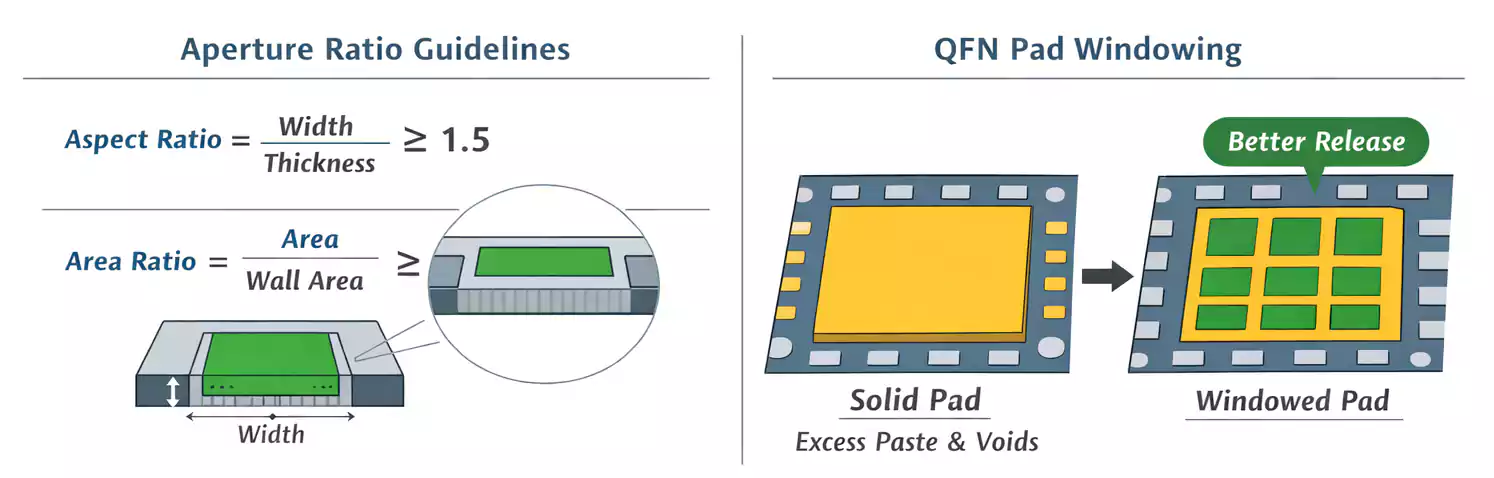
- Aspect Ratio = Öffnungsbreite / Schablonendicke
Empfehlung: ≥ 1,5 für zuverlässige Pastenfreigabe. - Area Ratio = Öffnungsfläche / Wandfläche
Empfehlung: ≥ 0,66 für die meisten Lotpasten.
Unterschreiten die Werte diese Grenzen, bleibt Paste eher in der Öffnung haften als auf das Pad zu übertragen – Folge: zu wenig Paste oder offene Lötstellen nach dem Reflow.
Feintuning der Öffnungen
- Abgerundete Ecken verbessern den Fluss.
- Fensterung/Segmentierung großer Thermalpads (z. B. QFN) steuert das Volumen und reduziert Voids.
- „Home-Plate“-Formen verringern Brücken bei kleinen Pads.
Best Practices für Druck & Ausrichtung
Auch eine perfekte Schablone scheitert ohne korrektes Setup. Wichtige Stellgrößen:
- Rakeldruck & -geschwindigkeit:
Genug Druck für sauberes Wischen, aber nicht so viel, dass Paste unter die Schablone gedrückt wird.
Mittlere Geschwindigkeit (20–40 mm/s) funktioniert meist gut. - Abzug/Trennung („Snap-off“):
Abstand zwischen Schablone und PCB während des Drucks. Moderne Drucker arbeiten häufig im Kontakt mit kontrolliertem Abheben. - Ausrichtung (Fiducials/Passermarken):
Schablone und Leiterplatte immer über Fiducials ausrichten – Fehlausrichtung führt zu versetzten Pastendepots. - Reinigungsintervall:
Trockene oder nasse Reinigung alle paar Drucke, um Verstopfungen und Verschmierungen zu vermeiden; Vakuumreinigung hilft bei feinen Pitches.
Diese Prozesskontrollen sichern eine konstante Pastenübertragung und reduzieren Fehler vor der Bestückung.
Häufige Fehler und wie man sie verhindert
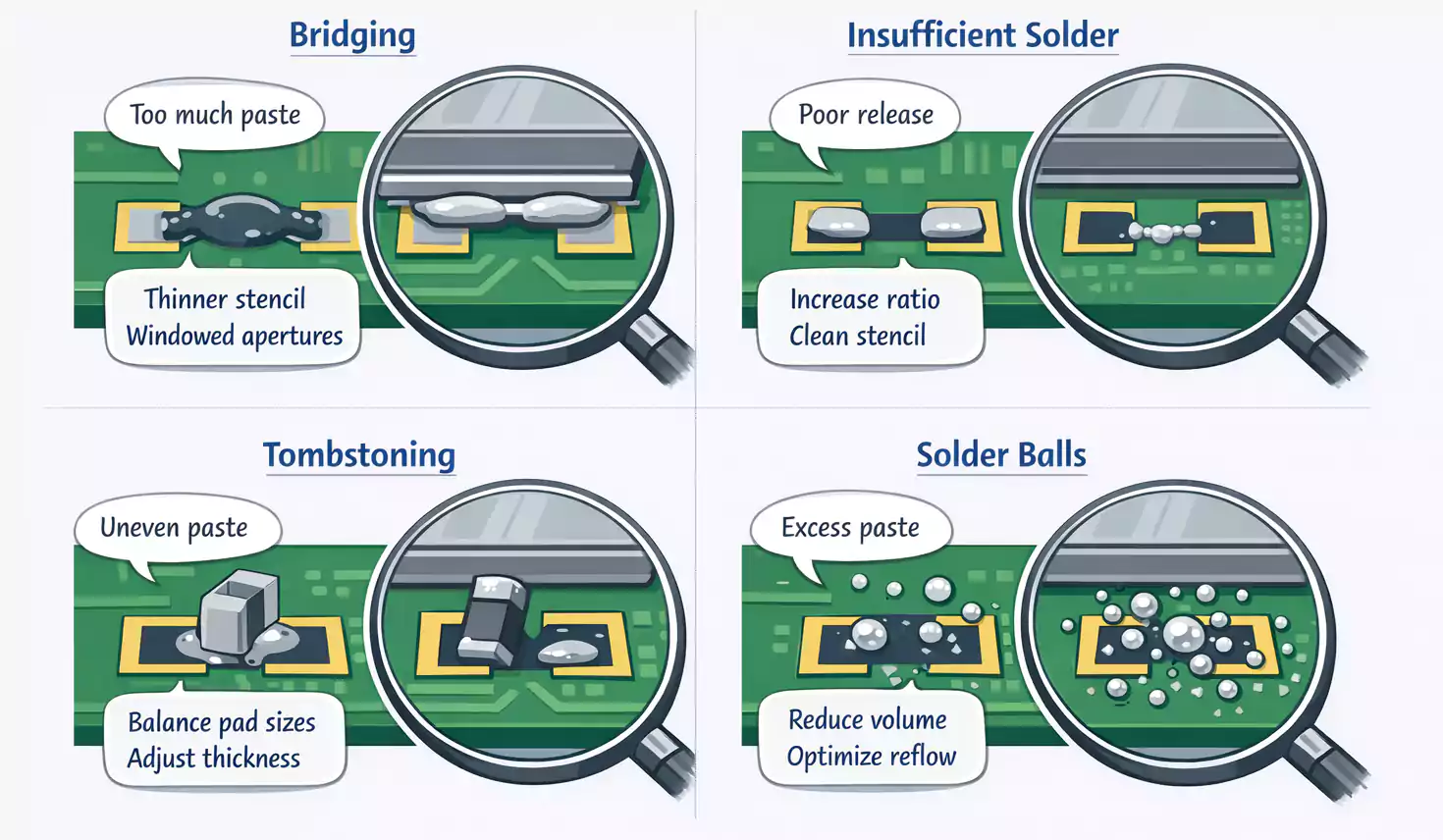
- Lotbrücken (Bridging):
Zu dicke Schablone, zu viel Paste, ungeeignete Öffnungsform → dünnere Schablone oder fensterartige Öffnungen verwenden. - Zu wenig Lot / „Opens“ (Insufficient Solder):
Niedrige Area/Aspect Ratio, verstopfte Öffnungen, ausgetrocknete Paste → Öffnungen neu auslegen, Schablone reinigen, Viskosität anpassen. - Tombstoning („Grabstein-Effekt“):
Ungleiches Pastenvolumen auf den Pads → Öffnungsgrößen für kleine Bauteile balancieren. - Lotkugeln (Solder Balling):
Zu viel Paste oder zu schnelle Reflow-Aufheizrampe → Druckvolumen reduzieren, Reflow-Profil optimieren. - Versatz/Schmieren (Offset/Smearing):
Fehlausrichtung oder unzureichende Reinigung → neu ausrichten, häufiger reinigen. - Voids/Lunker:
Paste unter großen Pads eingeschlossen → Fensterdesign („Windowpane“) verwenden und sanfter trennen.
Das Verständnis „Fehler ↔ Ursache“ hilft, Ausbeute und Zuverlässigkeit nachhaltig zu verbessern.
Häufige Fragen (FAQ)
F1: Welche Schablonendicke für BGA oder QFN mit feinem Pitch?
Meist 0,10–0,12 mm. Für beste Freigabe galvanogeformte oder lasergeschnittene Schablonen einsetzen.
F2: Wie oft sollte ich die Schablone reinigen?
Als Faustregel alle 5–10 Drucke. Bei sehr feinem Pitch (< 0,4 mm) häufiger reinigen.
F3: Eine Schablone für mehrere Boards wiederverwenden?
Nur wenn Boardgröße und Pad-Layout identisch sind – sonst scheitert die Ausrichtung.
Zusammenfassung
Die PCB-Schablone ist ein Präzisionswerkzeug, das die Qualität jeder Lötstelle im SMT-Prozess bestimmt.
Die richtige Dicke, passende Öffnungsverhältnisse und das geeignete Herstellverfahren – kombiniert mit sauberer Prozesseinstellung – liefern stabile, einheitliche Lötstellen und eine höhere Produktionsausbeute.
Ob Prototyp oder Serie: Wer SMT erfolgreich betreiben will, sollte die Grundlagen der PCB-Schablone sicher beherrschen.