


Was ist eine HDI-Leiterplatte?
HDI steht für High-Density Interconnect (hochdichte Verbindungstechnik).
Eine HDI-Leiterplatte nutzt feine Leiterbahnen, Mikrovias und mehrere Build-up-Schichten, um eine höhere Verdrahtungsdichte als herkömmliche Multilayer-Boards zu erreichen.
Nach IPC-2226 gilt typischerweise:
- Leiterbahn-/Abstandsbreite < 100 µm (≈ 4 mil)
- Mikrovias < 150 µm (≈ 6 mil)
- > 20 Pads pro cm² Leiterplattenfläche
Kurz gesagt: HDI ermöglicht mehr Bauteile auf kleinerer Fläche, kürzere Verbindungswege und bessere elektrische Performance – ideal für Smartphones, Wearables, Kfz-Radar und Medizintechnik.
HDI-Strukturtypen
HDI-Aufbauten werden durch die Anzahl der Mikrovia-Schichten über dem Kern definiert.
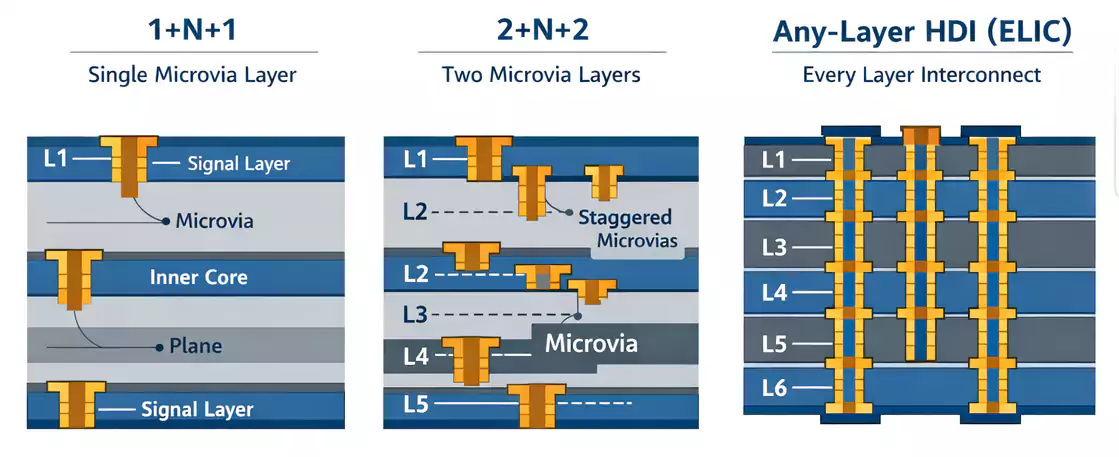
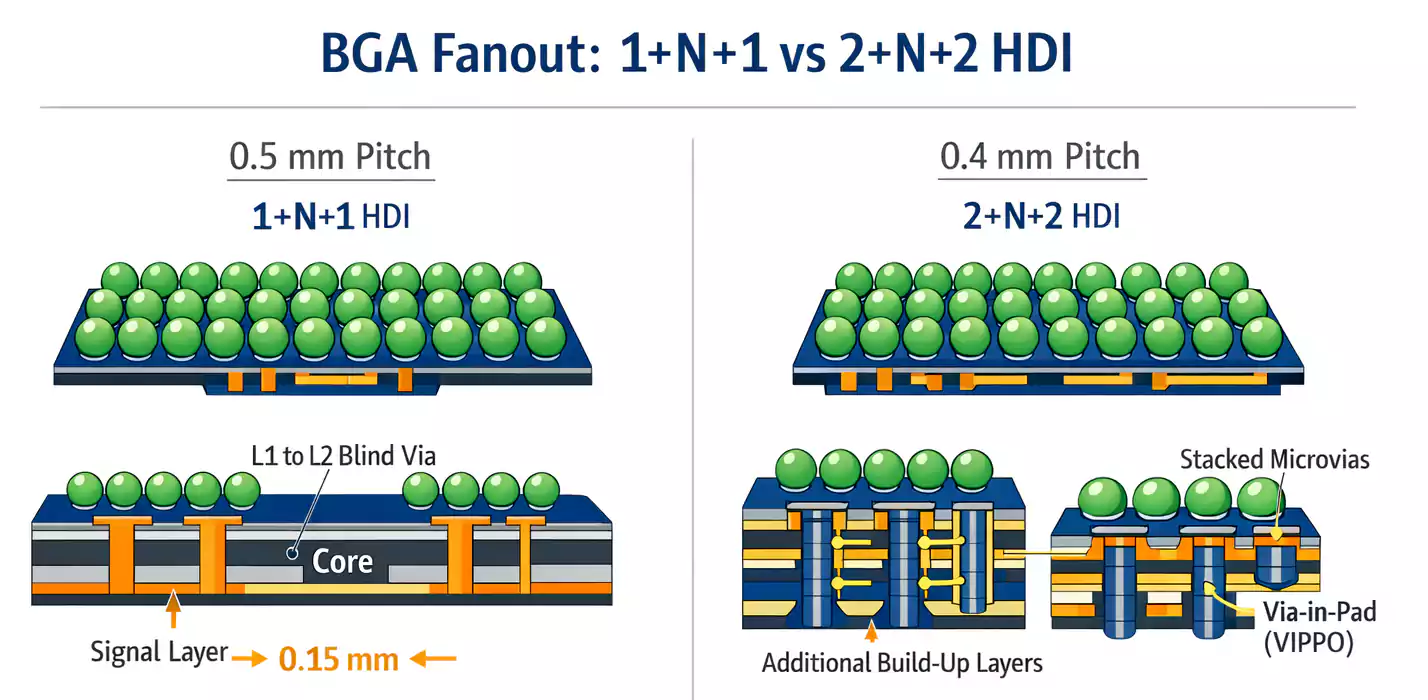
- Typ I (1+N+1): Eine Mikrovia-Schicht pro Seite des Kerns. Einsatz: Smartphones, IoT-Boards.
- Typ II (2+N+2): Zwei gestapelte Mikrovia-Schichten pro Seite. Einsatz: dichte BGA-Fan-outs.
- Typ III / ELIC (Any-Layer): Mikrovias zwischen allen Lagen. Einsatz: ICs mit sehr hoher Pin-Zahl.
Gestapelte Mikrovias liegen Lage-für-Lage übereinander; versetzte (staggered) verschieben ihre Position zwischen den Lagen. Versetzte Vias sind einfacher und günstiger zu fertigen; gestapelte sparen mehr Platz, benötigen aber robustere Verkupferung und strengere Prüfung.
Typische HDI-Stack-ups & Impedanzkontrolle
- 1+N+1: je eine Mikrovia-Schicht oben und unten, verbunden mit einem Standard-Kern.
- 2+N+2: zusätzliche Build-up-Schicht auf jeder Seite.
- Any-Layer (ELIC): alle Lagen sind mit gestapelten Mikrovias frei verschaltbar.
Da HDI dünne Dielektrika nutzt, ist Impedanzkontrolle kritisch: Signallagen werden oft engen Referenzebenen (Masse-/Versorgungsflächen) zugeordnet, um definierte Impedanzen für Hochgeschwindigkeitssignale (z. B. PCIe, SerDes) sicherzustellen.
Mikrovia- & Via-in-Pad-Design
Mikrovias sind sehr kleine Blindlöcher (typisch < 0,1 mm), meist lasergebohrt, die nur benachbarte Lagen verbinden (z. B. L1→L2).
Wichtige Via-Arten in HDI:
- Blind Vias: von Außen- zu Innenlage
- Buried Vias: nur zwischen Innenlagen
- Via-in-Pad (VIP/VIPPO): Via direkt im Pad eines Bauteils zur Platzersparnis
VIP ist bei feinpitchigen BGAs (≤ 0,4 mm) verbreitet. Die Vias werden mit Kupfer oder Epoxid gefüllt und plan übergalvanisiert, sodass eine glatte Lötfläche entsteht.
Worauf Designer achten sollten:
- Ungefüllte Vias können beim Reflow Lotabzug verursachen.
- Zu viele gestapelte Mikrovias erhöhen das Risiko Rissbildung der Kupferschichten bei thermischer Belastung.
Überblick: HDI-Fertigungsprozess
HDI-Boards entstehen stufenweise im Sequential Build-Up (SBU):
- Kern vorbereiten: Bohren & Metallisieren der Durchkontaktierungen des Kerns
- Build-up-Lagen: Dünne Dielektrika (z. B. RCC, laserbohrbare Prepregs) aufbringen
- Laserbohren: Bildung der Mikrovias (< 0,1 mm)
- Entschmieren & Metallisieren: Via-Wände reinigen und verkupfern
- Bildgebung: LDI (Laser Direct Imaging) für ultrafeine Leiterbilder
- Kupferabscheidung & Ätzen: Leiterbilder erzeugen
- Wiederholen für weitere Build-up-Zyklen
- Lötstopp, Endoberfläche und Test
Jeder zusätzliche Build-up-Schritt erhöht Kosten und Komplexität; kosteneffiziente HDI-Boards nutzen häufig eine bis zwei Build-ups pro Seite.
Neue Verfahren wie mSAP (Modified Semi-Additive Process) ermöglichen Leiterbahnen < 30 µm für Ultra-HDI (z. B. 5G-Module, kompakte RF-Systeme).
Zentrale DFM-Regeln für HDI-Designer
(Richtwerte – je nach Hersteller unterschiedlich)
- Mikrovia-Durchmesser: 0,075–0,10 mm
- Aspektverhältnis Mikrovia: ≤ 0,8:1
- Fang-/Ringbreite (Annular Ring): ≥ 0,10 mm
- Leiterbahn/Abstand: 75–100 µm
- Versatz bei gestapelten Vias: ≥ 50 µm zwischen den Vias
- Endkupferdicke: 18–35 µm typisch
Vermeiden Sie > 3 gestapelte Mikrovias in Serie – die Zuverlässigkeit der Galvanik sinkt stark. Nutzen Sie wenn möglich versetzte oder Skip-Vias (L1→L3) zur Risikominimierung und Kostensenkung.
Signal- & Power-Integrität (SI/PI)
Kurze Verbindungswege bei HDI reduzieren parasitäre Effekte und verbessern die Signalintegrität.
Vorteile:
- Weniger Stubs → geringere Reflexion
- Kürzere Rückstrompfade → kleinere Schleifenfläche
- Dichtere Power-/Ground-Paare → weniger Rauschen
Design-Tipps:
- Referenzebenen geschlossen halten.
- Stitching-Vias an Ebenentrennungen/-rändern setzen.
- Bei Differenzialpaaren gleichmäßigen Abstand auch über Vias beibehalten.
- Impedanz früh simulieren – Toleranzen der dünnen Dielektrika sind kleiner.
Zuverlässigkeit & Prüfung
Aufgrund dünner Dielektrika und feiner Vias ist Qualifizierung essenziell.
Typische Probleme:
- Halsrisse in gestapelten Mikrovias durch thermische Zyklen
- Kupferermüdung nach mehreren Reflow-Vorgängen
- CAF-Bildung (Conductive Anodic Filament) bei ungeeigneter Harz/Glas-Kombination
Verifikationsmethoden:
- IST (Interconnect Stress Test)
- Thermoschock/-zyklus
- Röntgen und Schliffbildanalyse
Hochzuverlässige Bereiche (Automotive, Luft-/Raumfahrt, Verteidigung) fordern zusätzliche Nachweise zu Viafüllung und Galvanikqualität.
Materialauswahl für HDI
Die Wahl des Materials beeinflusst Fertigbarkeit und Signalleistung:
- RCC (Resin-Coated Copper): ermöglicht dünne, laserbohrbare Dielektrika
- Laserbohrbare Prepregs: bessere Haftung zwischen Build-up-Schichten
- Spread-Glass-Lamine: höhere Maßstabilität
- Niederverlust-Materialien (Df < 0,005): nötig für SerDes > 10 GHz
- Achten Sie auf ausgewogene CTE und hohe Tg (> 170 °C) für mehrfaches Laminieren und Reflow.
HDI & SMT-Bestückung – wichtige Punkte
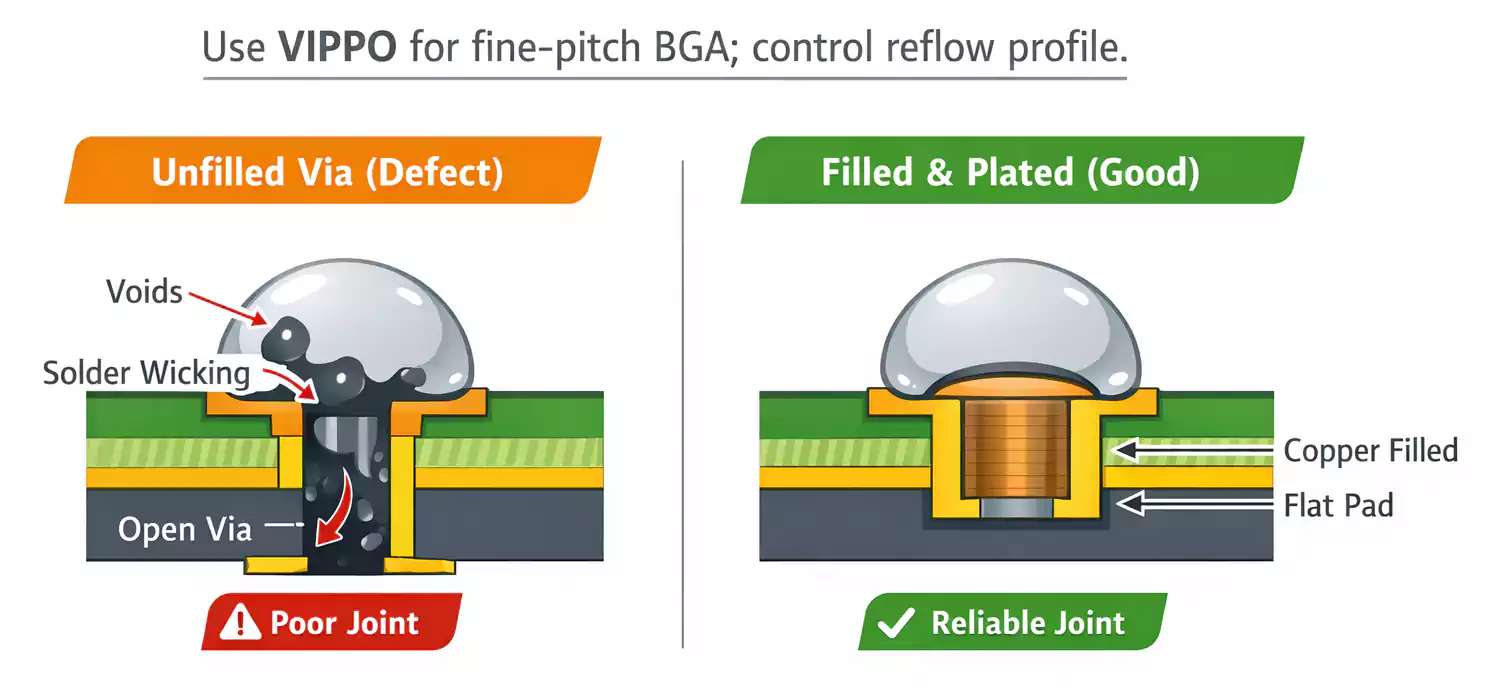
- Via-in-Pad muss gefüllt, plan übergalvanisiert sein → keine Hohlräume, kein Lotabzug.
- Solder-Mask-Plugging unter BGAs verhindert Lufteinschlüsse.
- Schablonendesign: Step-Stencils bzw. kleinere Öffnungen für 0201/01005.
- Reflow-Profil: Aufheizrate kontrollieren, um Verzug dünner HDI-Kerne zu vermeiden.
- Thermisches Management ist wegen dichterer Bauteile/Kupferverteilung wichtiger.
Häufige Designfehler & Gegenmaßnahmen
- Zu viele gestapelte Mikrovias → Galvanikrisse → versetzen oder Build-ups reduzieren
- Ungefülltes VIP → Lotabzug, schwache Lötstellen → VIPPO (Kupfer/Epoxid gefüllt, plan)
- Zu kleiner Annular Ring → Ausbrüche beim Bohren → Fangpad vergrößern
- Dünner Kern ohne Ausgleich → Verzug beim Laminieren → Ausgleichslagen/dickeres Prepreg
- Zu geringe Isolationsabstände um Mikrovias → Ätz-Kurzschlüsse → Clearance/Designregeln anpassen
Schlüsselbegriffe
- HDI: High-Density Interconnect
- Microvia: lasergebohrte Via zwischen zwei benachbarten Lagen
- Blind Via / Buried Via: Blind-/vergrabene Via
- VIP / VIPPO: Via-in-Pad (gefüllt, plan übergalvanisiert)
- SBU: Sequential Build-Up
- ELIC: Every Layer Interconnect (Any-Layer HDI)
- mSAP: Modified Semi-Additive Process (ultrafeine Leiterbilder)
Fazit
HDI-Leiterplatten ermöglichen kompakte und zuverlässige Designs.
Durch feine Leiterbilder, optimierte Stack-ups und kontrollierte Via-Strukturen liefern sie Hochgeschwindigkeits-Performance auf kleinem Raum.
Fastturn PCB fertigt HDI-Boards mit mechanischem Mikrobohren, LDI-Belichtung und Mehrlagen-Lamination für Anwendungen in Kommunikation, Automotive und Konsumelektronik.
Fähigkeiten:
- Via-Durchmesser: 0,10 mm (mechanisch)
- Leiterbahn/Abstand: 0,075 mm
- Bis zu 20 Lagen
- Via-Füllung und Oberflächenbeschichtung verfügbar
Mit einem zuverlässigen Fertigungspartner und sauberem Designprozess liefern HDI-PCBs erstklassige elektrische Leistung bei kompakten Bauformen – bereit für die nächste Gerätegeneration.
