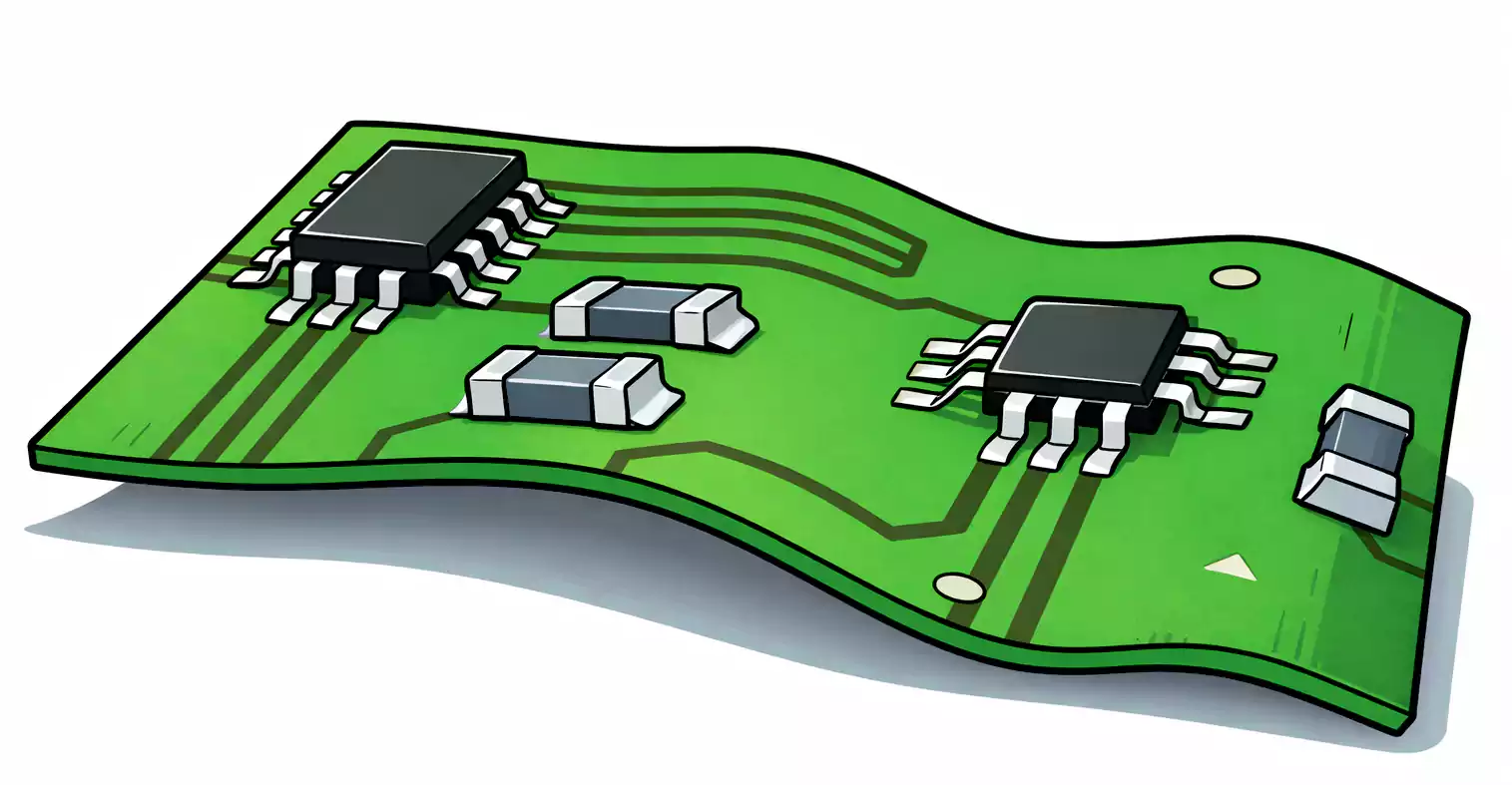
حتى بعد تصميم مثالي، وتصنيع بلا عيوب، وتشغيل SMT يبدو سلسًا… قد تظهر مشكلة واحدة كفيلة بتحويل مشروع ممتاز إلى دورة مكلفة من إعادة العمل والإهدار: تقوّس اللوحة (Board Warpage).
هذا الانحناء أو الالتواء—حتى لو كان بسيطًا بالكاد يُلاحظ—قد يسبب اختلال محاذاة المكوّنات (Component Alignment)، ويضعف جودة لحام القصدير، ويخلق مخاطر اعتمادية خفية قد لا تظهر إلا بعد أشهر في الميدان.
هذا الدليل يشرح ما هو تقوّس اللوحة، ولماذا يهمّ لعمليات التجميع وأداء الإشارة، وما الخطوات العملية التي يمكن للمصممين والمصنّعين وفرق التجميع اتباعها لتجنب حدوثه.
ما هو تقوّس اللوحة (PCB Warpage)؟
تقوّس اللوحة هو انحناء أو التواء لوحة الدائرة المطبوعة بحيث لا تعود مستوية. بدلًا من بقائها على مستوى واحد (Planar)، تتشوّه اللوحة بسبب إجهادات ميكانيكية أو حرارية أثناء التصنيع أو التخزين أو لحام إعادة الانصهار (Reflow).
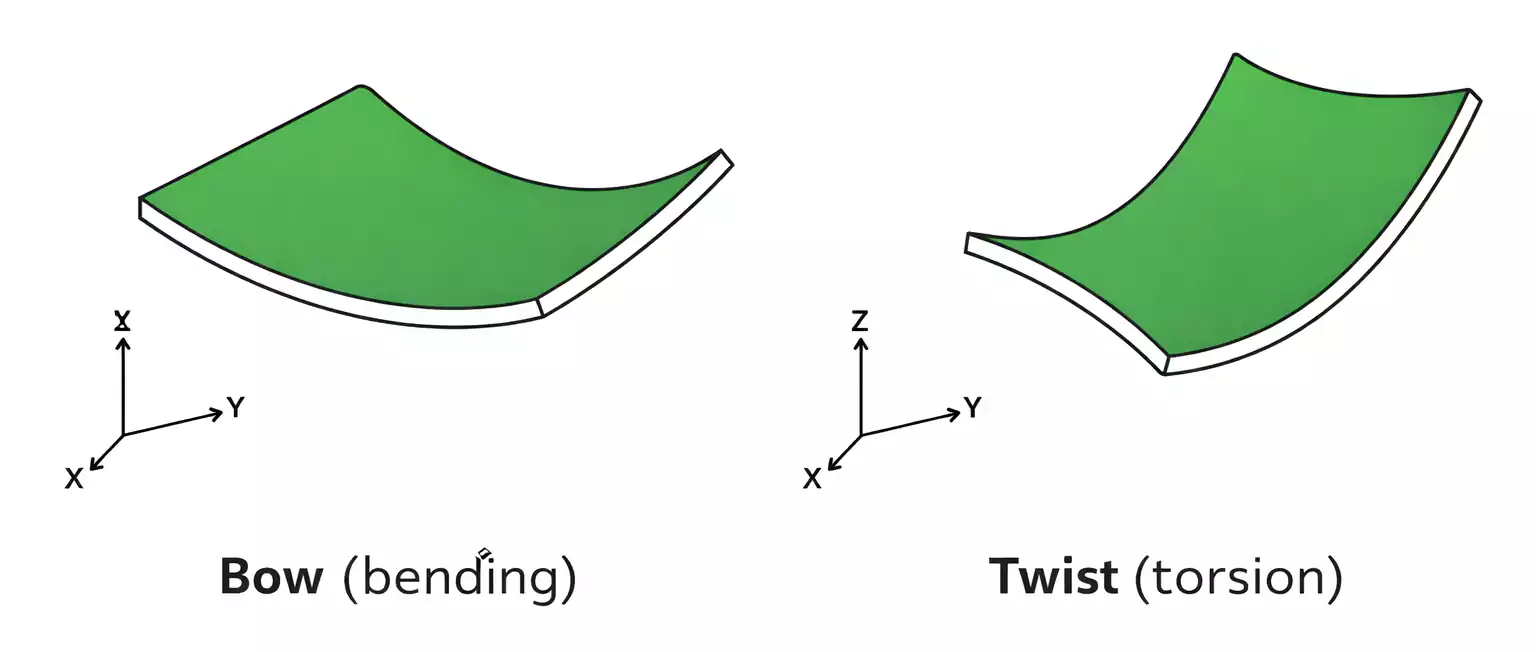
هناك شكلان أساسيان لهذا التشوّه:
1) الانحناء (Bow)
تنحني اللوحة بالكامل مثل القوس عبر طولها أو عرضها. غالبًا تكون الزوايا الأربع على مستوى واحد، لكن مركز اللوحة يرتفع أو يهبط.
2) الالتواء (Twist)
ترتفع زاوية واحدة عن السطح بينما تبقى الزوايا الأخرى أقرب للاستواء، فتبدو اللوحة وكأنها “مروحة” ملتوية.
هذا الشكل أكثر خطورة على محاذاة المكوّنات لأنه يسبب اختلافًا غير منتظم في الاستواء (Coplanarity) عبر اللوحة.
الانحناء والالتواء هما نوعان من التقوّس، وغالبًا تتشابه الأسباب، لكن التفريق بينهما يساعد كثيرًا في التشخيص والوقاية.
لماذا يؤثر التقوّس على محاذاة المكوّنات وحتى على سلامة الإشارة (Signal Integrity)؟
كثير من المهندسين ينظرون إلى التقوّس على أنه مجرد مشكلة لحامية في SMT، لكن تأثيره يتجاوز ذلك بكثير.
1) التأثير على محاذاة المكوّنات (الأوضح والأكثر تكلفة)
عندما لا تكون اللوحة مستوية، فإن سطح تركيب المكوّنات لم يعد منتظمًا، وهذا يؤثر مباشرة على:
- استواء أرجل/وسادات اللحام لمكوّنات مثل BGA وQFN وQFP والموصلات
- دقة الالتقاط والتركيب أثناء الـPick-and-Place
- ملامسة معجون اللحام بين الاستنسل والوسادات
- سلوك البلل أثناء Reflow مما يزيد احتمالات عيوب مثل:
- فتحات (Opens)
- ظاهرة Head-in-Pillow
- فراغات (Voids)
- جسور لحام (Bridges)
- ظاهرة الوقوف (Tombstoning)
انحناء اللوحة بجزء من المليمتر فقط قد يسبب خسائر كبيرة في إعادة العمل أو الإتلاف.
2) التأثير غير المباشر على سلامة الإشارة (Signal Integrity)
التقوّس لا يغيّر المعاوقة (Impedance) مباشرة، لكنه يؤثر على الظروف الميكانيكية التي تعمل فيها المكوّنات عالية السرعة والموصلات.
أمثلة:
- عدم محاذاة موصلات السرعات العالية → تماس متقطع
- إجهاد على موصلات Press-fit أو وحدات مثبتة بقفص معدني → تشققات دقيقة واضطراب في الإشارة (Jitter)
- إجبار اللوحة الملتوية على التركيب داخل الهيكل → ضغط على طبقات المرجع أو على نقاط اللحام
باختصار: ضعف الاستواء يضعف البيئة الكهربائية خصوصًا في التصميمات عالية الكثافة وعالية السرعة.
ما مقدار تقوّس الـPCB المقبول؟
الممارسة الصناعية تعتمد حدودًا شائعة للانحناء والالتواء:
- ≤ 0.75% من طول قطر اللوحة لتجميعات SMT
- ≤ 1.5% للتطبيقات غير المعتمدة على SMT
مثال:
إذا كان قطر اللوحة 300 مم، فإن التقوّس المسموح هو:
0.75% × 300 مم = 2.25 مم
أي قيمة أكبر من ذلك غالبًا تسبب أخطاء تركيب، فشل استواء، أو عدم محاذاة وظيفي للموصلات.
لماذا تتقوّس لوحات الـPCB؟
تقوّس اللوحة يحدث بسبب عدم توازن الإجهاد: النحاس والألياف الزجاجية والراتنج تتمدد وتنكمش بمعدلات مختلفة عند التسخين والتبريد، مما يخلق حركة غير متماثلة تدفع اللوحة للانحناء نحو الجانب الذي ينكمش أسرع.
1) تراصّ طبقات غير متماثل (Asymmetrical Stackup)
إذا لم تكن سماكات العوازل أو أوزان النحاس أو توزيع الراتنج متوازنة بين الأعلى والأسفل، تتراكم الإجهادات بشكل غير متساوٍ أثناء الضغط (Lamination) وReflow.
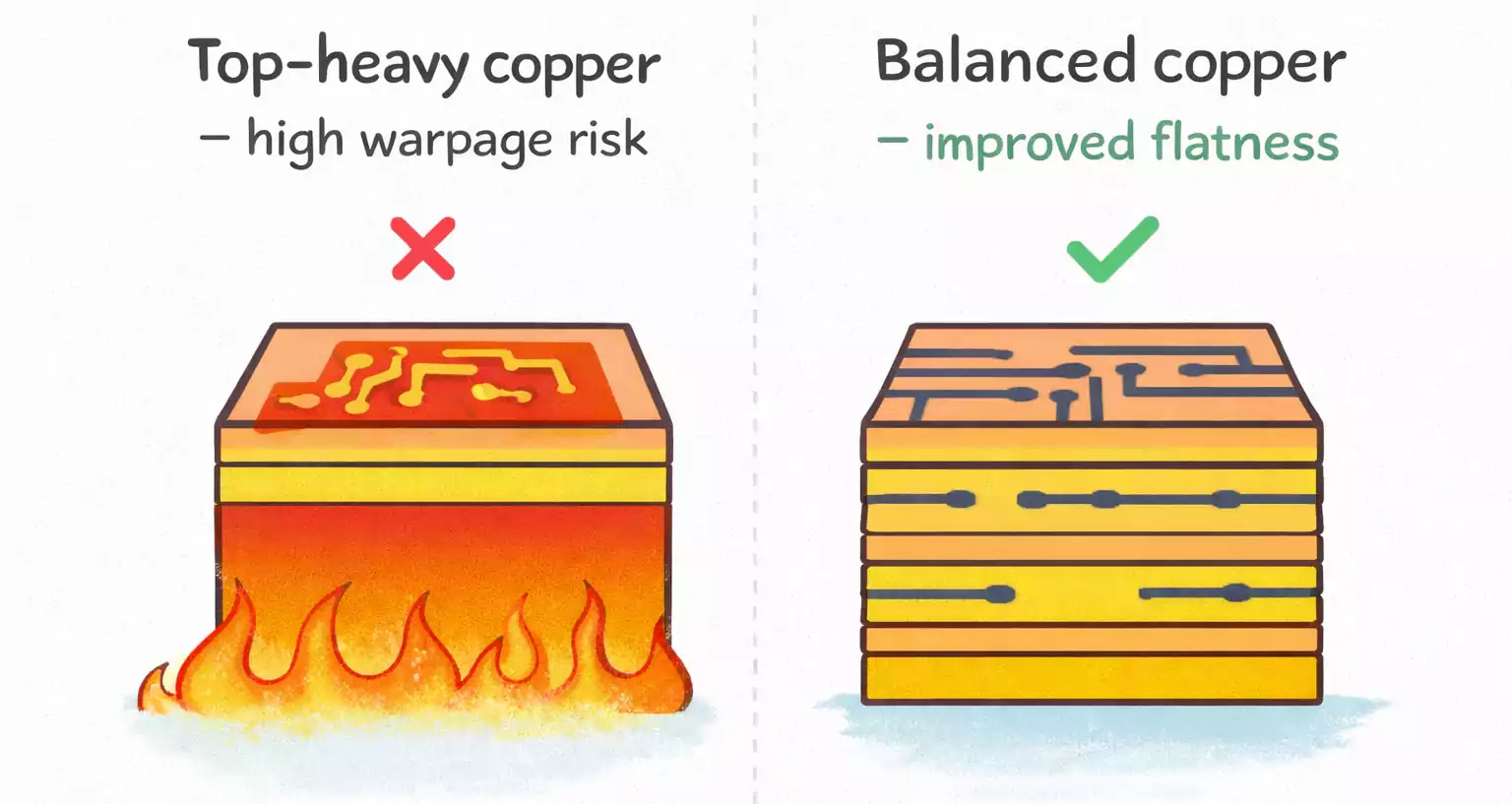
2) توزيع نحاس غير منتظم
المناطق ذات النحاس الكثيف تسخن وتبرد بطريقة مختلفة عن المناطق الفقيرة بالنحاس، مما يؤدي إلى تمدد/انكماش موضعي يثني اللوحة.
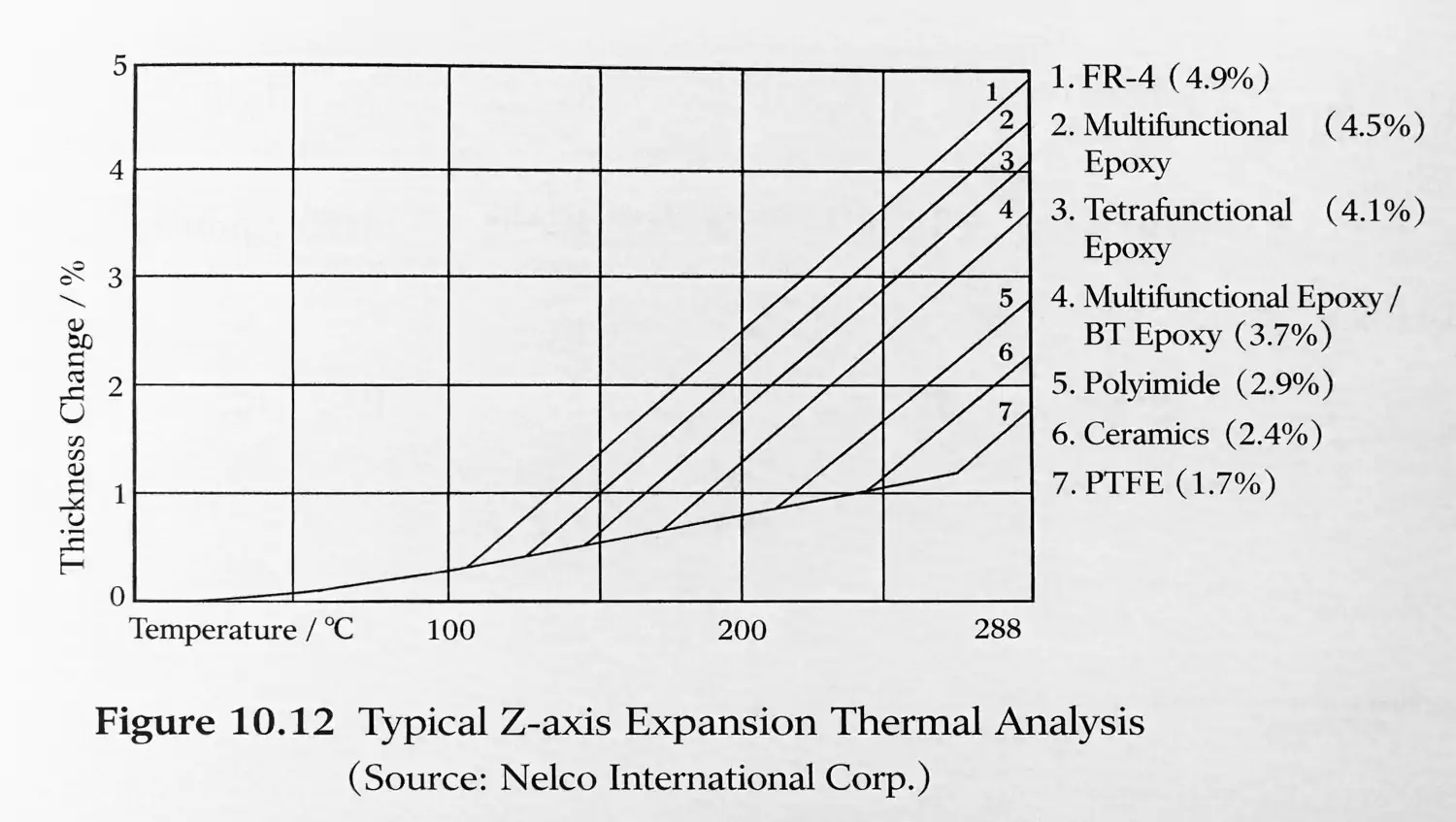
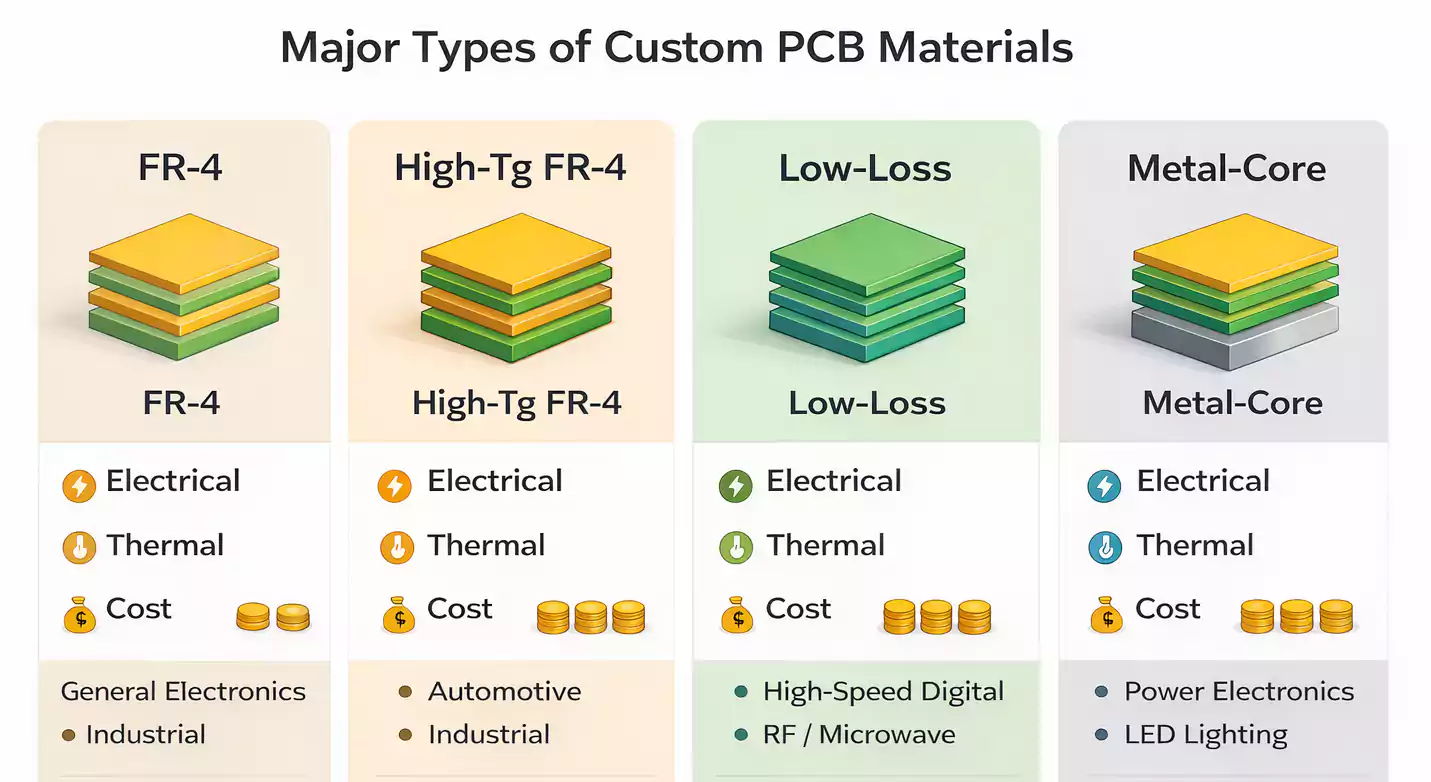
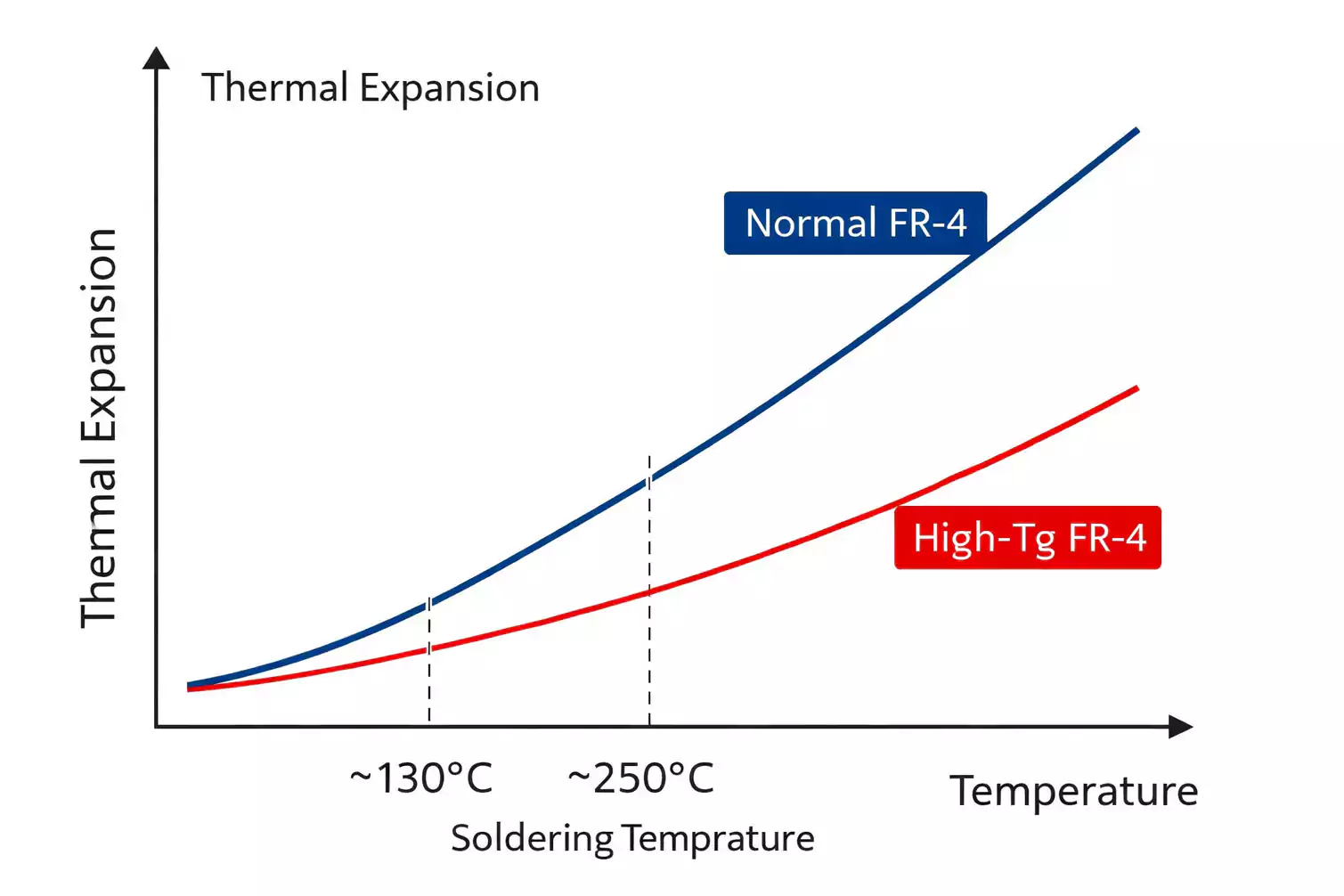
3) محدودية المواد—Tg منخفض وCTE مرتفع
المواد ذات درجة انتقال زجاجي منخفضة (Tg) تصبح لينة بشكل ملحوظ أثناء Reflow.
- مادة لينة = تشوه أكبر تحت تأثير الوزن والجاذبية
- CTE مرتفع = تمدد/انكماش أكبر
اللوحات الرقيقة (0.8 مم أو أقل) تكون أكثر عرضة.
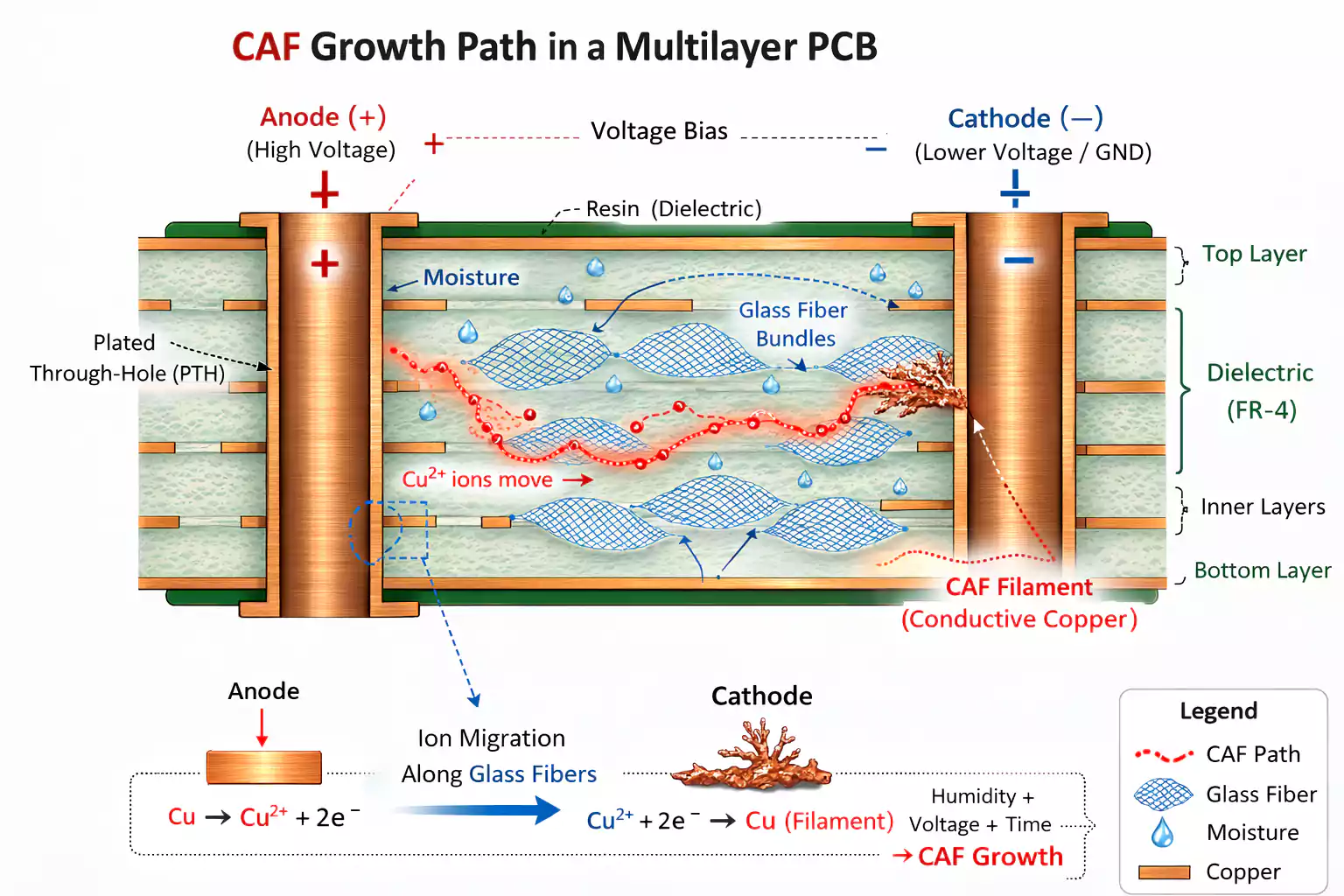
4) امتصاص الرطوبة
FR-4 تمتص الرطوبة. الرطوبة المحبوسة قد تتحول لبخار أثناء Reflow، فتولد ضغطًا داخليًا، وتسبب انفصالًا دقيقًا بين الطبقات (Microdelamination) وتقوّسًا.
5) إجهادات متبقية من عملية التصنيع (Residual Stress)
خلال تصنيع PCB، عوامل مثل:
- ضغط زائد
- تدفق راتنج غير متساوٍ
- تبريد غير ثابت
- دورة ضغط (Press Cycle) غير منضبطة
قد “تزرع” إجهادًا داخليًا يظهر لاحقًا أثناء Reflow.
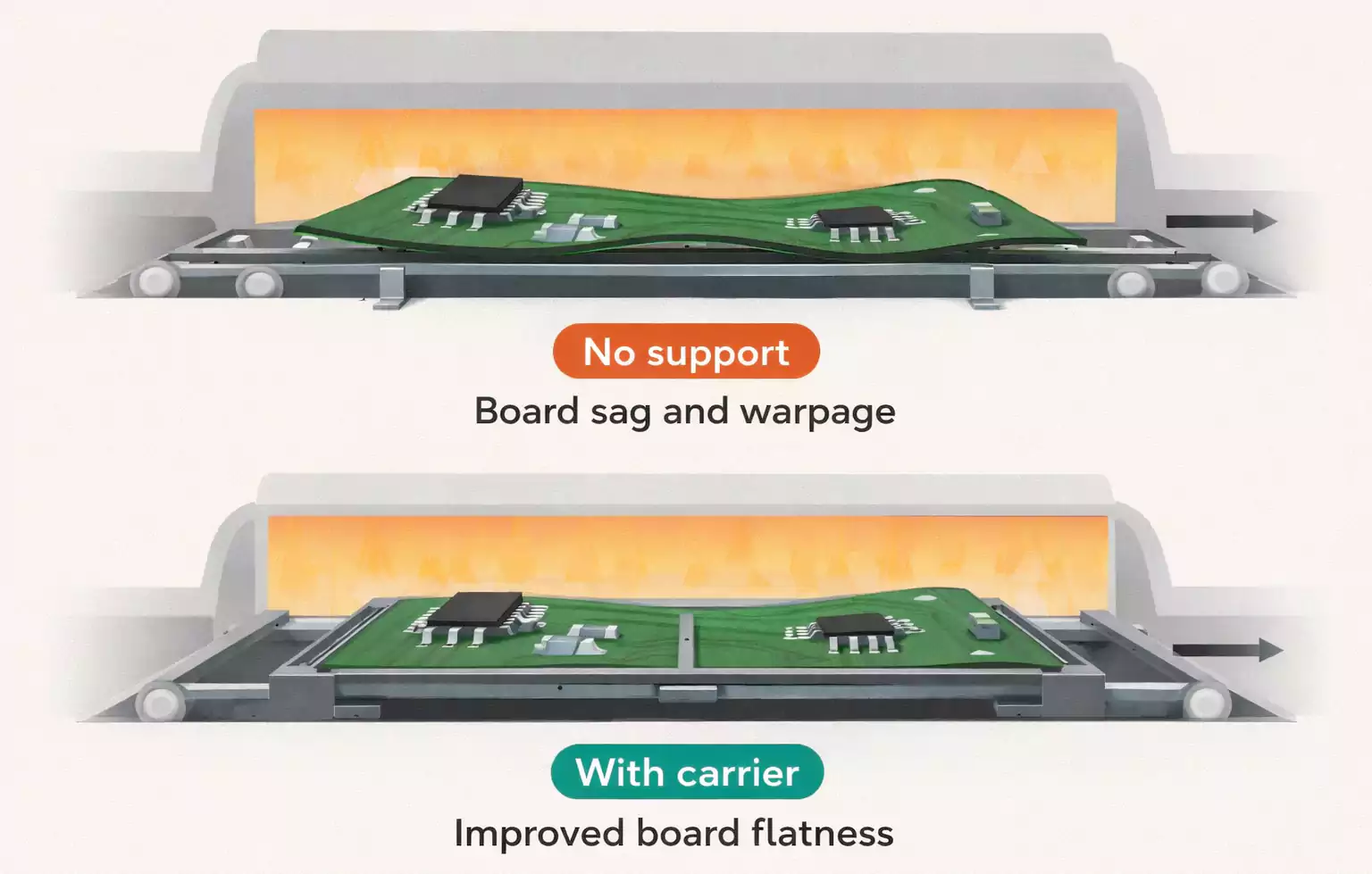
6) ملف Reflow والدعم أثناء التسخين
التسخين أو التبريد السريع يحبس فروق حرارة كبيرة داخل اللوحة. كما أن اللوحة عندما تتجاوز Tg تصبح أكثر مرونة؛ وبدون دعم مناسب قد تترهل تحت وزنها أو وزن المكونات.
باختصار:
التقوّس قد يبدأ من التصنيع، لكنه غالبًا لا يظهر بوضوح إلا أثناء التجميع.
طرق عملية لمنع تقوّس اللوحة (PCB Warpage)
فيما يلي أكثر التقنيات فاعلية في الواقع—مرتبة من التصميم إلى التجميع.
1) تصميم Stackup متماثل ومتوازن
أهم خطوة هي الحفاظ على توازن بنية اللوحة:
- مضاهاة طبقات العازل حول المستوى الوسطي
- الحفاظ على تماثل أوزان النحاس
- تجنب النحاس الثقيل أو طبقات الأرضي الكبيرة على جانب واحد فقط
- توزيع المواد بالتساوي حول الفتحات أو التجاويف
Stackup متوازن = تمدد حراري متوازن = تقوّس أقل
2) الحفاظ على توزيع نحاس متجانس
اختلال النحاس من أبرز أسباب التقوّس.
إرشادات:
- تجنب وضع مساحات نحاس كبيرة على جانب واحد فقط
- استخدام Cross-hatching أو Copper-thieving في المناطق الفارغة
- الحفاظ على كثافة نحاس متقاربة بين الطبقات
- إضافة نحاس على أشرطة الكسر (Breakaway Rails) كي تتسخن وتبرد الحواف بشكل متناسق
3) اختيار مواد High-Tg للتطبيقات الصعبة
مواد High-Tg توفر:
- ثباتًا أبعاديًا أفضل
- CTE أقل فوق Tg
- ليونة أقل أثناء Lead-free Reflow
يوصى بها عندما يتضمن التصميم:
- BGAs كثيفة
- مكونات ثقيلة
- لوحات كبيرة أو رقيقة
- تجميع على الوجهين
- دورات Reflow طويلة
هذا التغيير وحده قد يقلل التقوّس بشكل كبير.
4) التحكم بالرطوبة: تخزين صحيح + تجفيف (Pre-Bake)
بما أن FR-4 تمتص الرطوبة، يُفضّل تخزين اللوحات:
- في تغليف محكم
- مع مواد ماصة للرطوبة (Desiccant) ومؤشر رطوبة
- ضمن رطوبة محيطة منخفضة (عادة أقل من 30%)
إذا تعرضت اللوحات للهواء:
- تجفيفها حسب مواصفات المادة (غالبًا 110–125°C لعدة ساعات)
5) تقوية الـPanel باستخدام Rails صلبة
يمكن إضافة:
- Break-off rails
- Sidebars
- Crossbars (إن سمح حجم الـPanel)
هذه الأشرطة تمنع التشوه عندما تصبح اللوحة أكثر ليونة أثناء Reflow. تُزال بعد التجميع لكنها مهمة خلال الدورة الحرارية.
6) تحسين ملف Reflow
ملف Reflow القاسي (تسخين سريع أو تبريد عنيف) يزيد الإجهاد الحراري.
أفضل الممارسات:
- تسخين تدريجي لطيف (حوالي 1–2°C في الثانية)
- ضمان تسخين متجانس للوحة
- تبريد مضبوط بعد الذروة
الهدف هو تقليل فروق الحرارة بين الطبقات لتقليل عدم تطابق الإجهاد.
7) استخدام Supports أو Pallets أو Carriers أثناء Reflow
بعد تجاوز Tg تصبح اللوحة مرنة، وبدون دعم قد تترهل.
الحلول:
- Carriers من الفولاذ أو المواد المركبة
- قضبان دعم وسطية
- Fixtures خاصة بالـReflow
- دعم الحواف في حال كان عرض الـPanel كبيرًا
ضروري خصوصًا لـ:
- اللوحات الرقيقة
- التجميعات الثقيلة
- الـPanels الطويلة
- لوحات Flex-Rigid
8) تحسين ضبط عمليات التصنيع
التقوّس يبدأ غالبًا من التصنيع.
عناصر التحكم المهمة:
- دورات ضغط Lamination مستقرة
- تبريد منضبط وفصل ألواح صحيح
- إدارة تدفق الراتنج
- مواد خام بجودة وثبات Tg وCTE
- فحص الاستواء بعد Lamination وبعد الـRouting
حتى لو لم يستطع المصمم تغيير عملية المصنع، فإن اختيار مصنع ذو تحكم جيد بالعملية يقلل المخاطر بشكل كبير.
9) تسطيح بعد التجميع (كحل أخير)
بعض خطوط التجميع تستخدم ألواحًا ساخنة أو مكابس لتسطيح اللوحات ذات التقوّس البسيط.
لكن هذا غير مثالي لأن:
- الإجهاد الداخلي قد لا يزول بالكامل
- تكرار التسخين يضعف خصائص المادة
- ليس حلًا مناسبًا للإنتاج الكمي
يُستخدم فقط للإنقاذ الطارئ.
طرق سريعة لفحص تقوّس الـPCB
حتى بدون معدات خاصة يمكن اكتشاف التقوّس مبكرًا.
1) اختبار “التأرجح” على سطح مستوٍ
ضع اللوحة على سطح مستوٍ جدًا (جرانيت أو زجاج).
اضغط زاوية واحدة:
- إذا ارتفعت الزاوية المقابلة → Twist
- إذا ارتفع/انخفض الوسط → Bow
بسيط وسريع ويكتشف أغلب الحالات.
2) طريقة قياس بسيطة
قِس:
- طول قطر اللوحة
- أكبر ارتفاع خارج المستوى في أسوأ نقطة
الصيغة:
نسبة التقوّس % = (أكبر ارتفاع ÷ طول القطر) × 100%
وقارنها بحد 0.75% المستخدم عادة لـSMT.
3) الفحص قبل وبعد Reflow
المقارنة قبل وبعد Reflow تساعد على تحديد ما إذا كانت المشكلة:
- داخلية من التصنيع (Intrinsic)
- أم ناتجة عن ظروف التجميع (Extrinsic)
وتسرّع التشخيص.
قائمة تشخيص سريعة: عند ظهور التقوّس، افحص التالي أولًا
1) إذا ظهر التقوّس بعد Reflow فقط:
- ملف Reflow عدواني جدًا
- دعم اللوحة غير كافٍ
- Panel كبير مع rails ضعيفة
- عدم إزالة الرطوبة قبل التجميع
2) إذا كانت اللوحة ملتوية عند الاستلام:
- Stackup غير متماثل
- اختلال في النحاس
- Lamination/تبريد غير مناسب
- عدم اتساق في المواد
- تغليف أو تخزين سيئ
3) إذا حدث التقوّس في بعض مناطق الـPanel فقط:
- عدم توازن تصميم الـPanel
- Rails بنحاس غير كافٍ
- ضعف بسبب V-cut
- أخطاء في التفكيك (Depaneling) أو طريقة رصّ اللوحات
الخلاصة
تقوّس اللوحة من أكثر مشاكل الـPCB شيوعًا—وهو أيضًا من أكثرها قابلية للمنع.
عبر التركيز على Stackup متوازن، وتوزيع نحاس متجانس، ومواد مناسبة، والتحكم في الحرارة والدعم الميكانيكي أثناء التجميع، يمكن إزالة معظم مشاكل التقوّس قبل وصول اللوحات إلى خط SMT.
الاستواء الجيد يعني محاذاة أفضل للمكونات، واستقرارًا أعلى لأداء الإشارة، وتأخيرات أقل في الإنتاج.
وإذا كنت بحاجة إلى استواء ثابت وجودة تصنيع وتجميع مستقرة، فإن FastTurnPCB تقدم خدمات تصنيع وتجميع عالية الجودة مصممة لتقليل التقوّس من الأساس.