


المقدّمة
تُعدّ الوصلات اللحامية الباردة سببًا شائعًا — وغالبًا ما يتم تجاهله — لأعطال الأجهزة الإلكترونية. من الدوائر الصغيرة للهواة إلى لوحات الـPCB الصناعية، يمكن لهذه التوصيلات المعيبة أن تضعف الأداء، وتسبّب مشاكل متقطعة، أو تؤدي إلى تعطل كامل للجهاز.
تتكوّن الوصلة اللحامية الباردة عندما لا يرتبط القصدير بشكلٍ صحيح بين رجل المكوّن ولوحة اللحام (Pad) — عادةً بسبب نقصٍ في الحرارة، أو الأكسدة، أو سوء الأسلوب. قد تبدو هذه الوصلات مقبولة في النظرة الأولى، لكنها تميل مع الوقت إلى إحداث مشاكل، خصوصًا عند التعرّض للاهتزاز، أو دورات الحرارة (تمدد/انكماش)، أو التيارات العالية.
يقدّم هذا المقال نظرة شاملة حول الوصلات اللحامية الباردة: أسبابها، وكيفية التعرف على علاماتها، وأفضل ممارسات الإصلاح والمنع. صُمّم الدليل لفنيين ومهندسين وهواة إلكترونيات، ويقدّم شرحًا واضحًا ونصائح عملية لتحسين موثوقية الدوائر وتجنّب عناء استكشاف الأعطال وإصلاحها لاحقًا.

ما هي الوصلة اللحامية الباردة؟
الوصلة اللحامية الباردة هي اتصال كهربائي معيب ينشأ عندما يفشل القصدير في الذوبان والارتباط المعدني الصحيح بسطحي الوصلة. يحدث هذا غالبًا عندما لا يوفّر مكواة اللحام حرارة كافية، أو تكون الأسطح ملوّثة، أو تُنفّذ عملية اللحام بسرعة وبأسلوب غير صحيح.
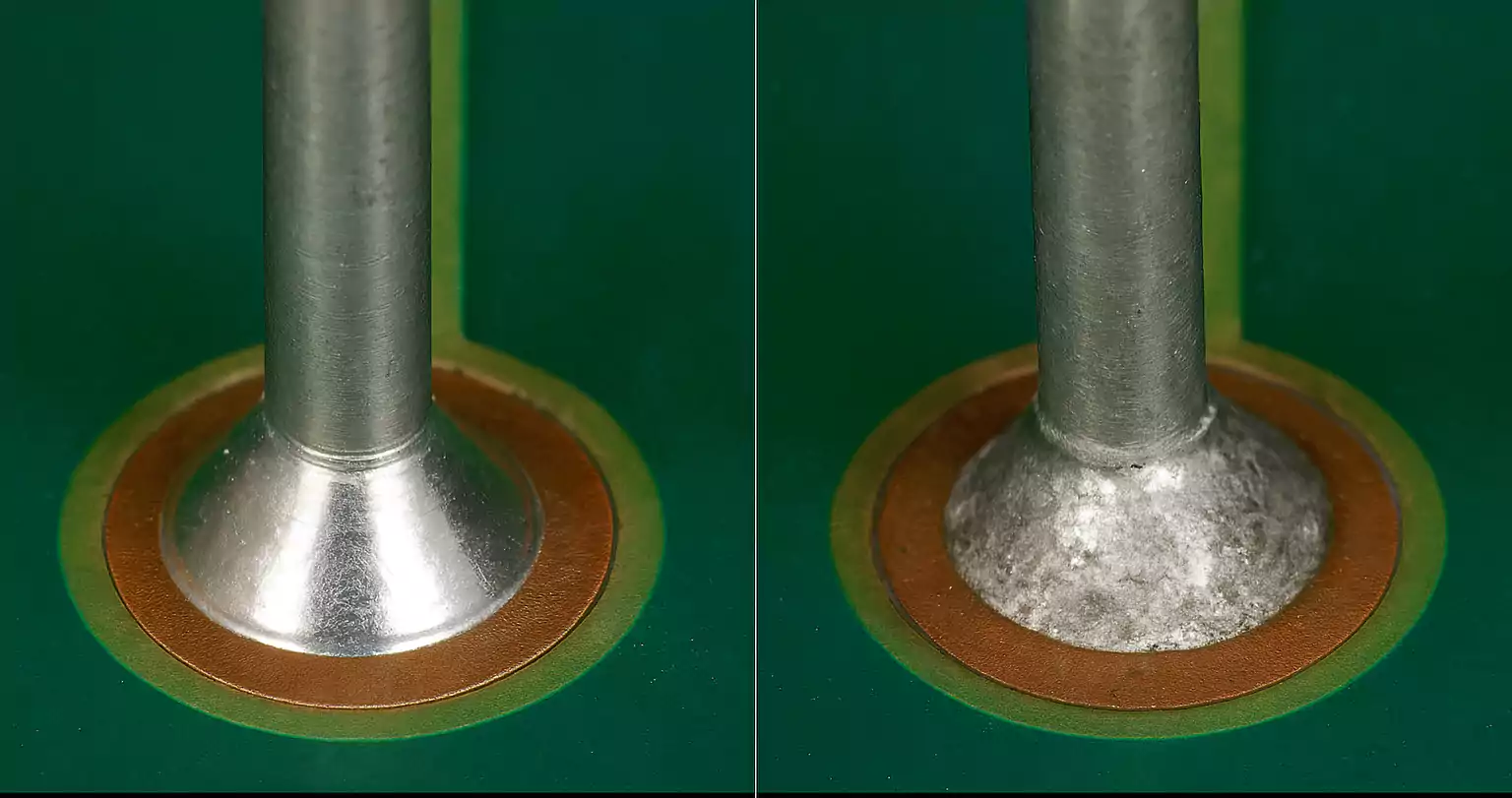
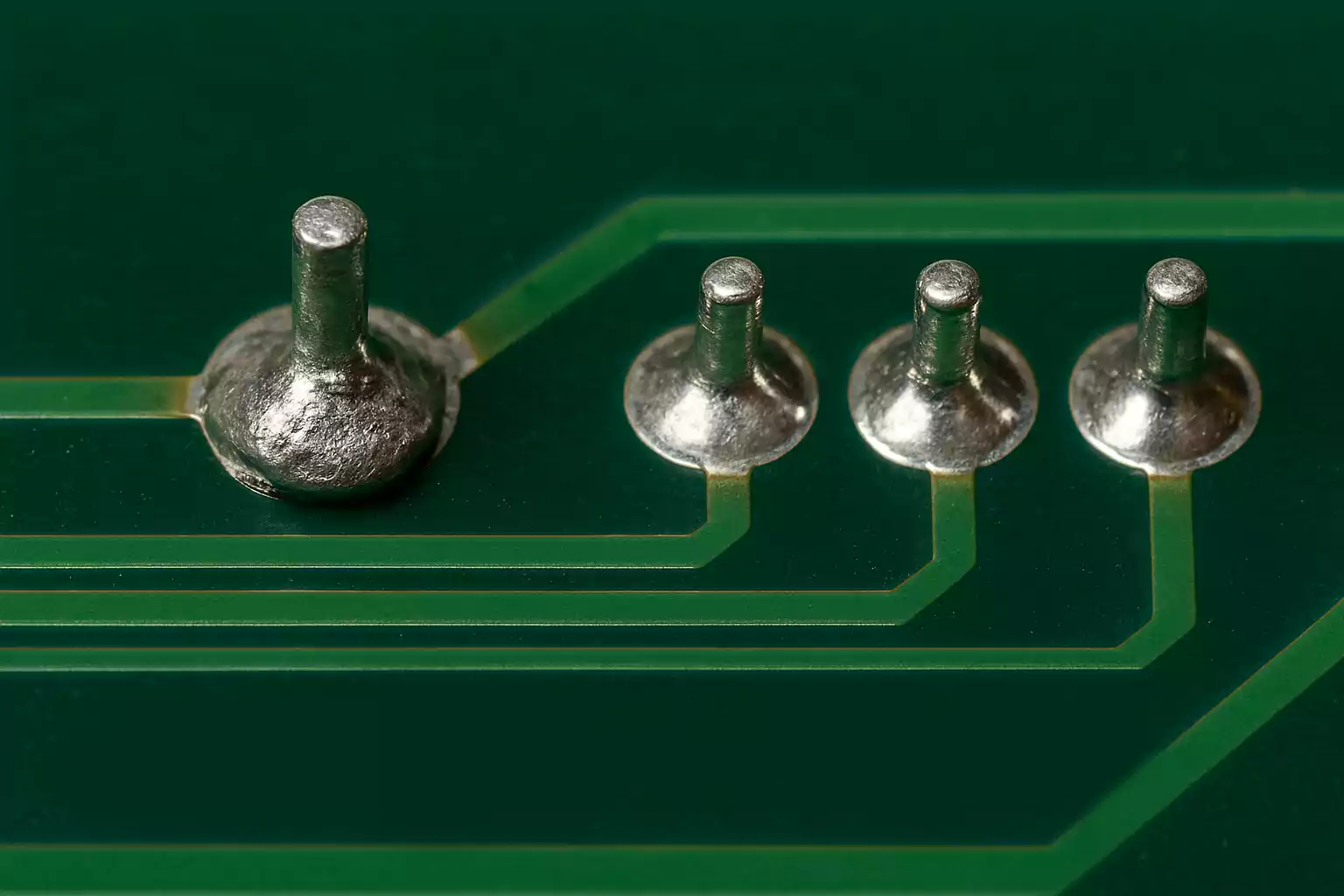
بدلًا من اللمعة الناعمة، تبدو الوصلات الباردة باهتة، حُبَيبية، متشققة، أو غير منتظمة الشكل. قد تبدو صلبة لكنها ضعيفة ميكانيكيًا وغير موثوقة كهربائيًا — ما يؤدي مع الوقت إلى انقطاعات متقطعة، أو هبوط جهد، أو فشلٍ كامل للإشارة.
أسباب شائعة للوصلات اللحامية الباردة:
- حرارة غير كافية: إذا لم يصل الموضع إلى درجة انصهار القصدير فلن يتدفق جيدًا ولن تتكون رابطة قوية.
- أسطح ملوّثة: الأوساخ أو الأكسدة أو الزيوت أو بقايا الفلكس تمنع الترطيب (Wetting) الجيد بين القصدير والأسطح المعدنية.
- أسلوب لحام ضعيف: تحريك المكوّن أثناء تبريد القصدير، أو استخدام نوع قصدير غير مناسب، أو تسخين غير متوازن يمكن أن يؤدي جميعها إلى وصلات باردة.
- رأس مكواة مؤكسد: طرف مكواة متسخ/متآكل يقلّل انتقال الحرارة ويمنع تدفق القصدير بشكلٍ سليم.
كيف تتكوّن الوصلة الباردة (المبدأ)
للحصول على وصلة موثوقة، يجب أن يذوب القصدير كليًا ويُنشئ رابطة معدنية مع كلٍ من رجل المكوّن ولوحة اللحام. يتطلب ذلك حرارة كافية وزمنًا مناسبًا ونظافة. عند اختلال أحد هذه العوامل، قد لا يبلّل القصدير المنصهر الأسطح كما ينبغي، فتتكوّن وصلة ضعيفة منخفضة التوصيل. ومع الزمن، يمكن للإجهادات البيئية — كالاهتزاز وتغيّر الحرارة — أن تفاقم الحالة أو تؤدي إلى فشلٍ كامل.
التباسات شائعة في عالم اللحام:
- الوصلات المتشققة: تبدأ جيدة، لكن الإجهاد أو الاهتزاز مع الوقت يكسر الرابطة. تظهر غالبًا في الأجهزة المعرضة للصدمات أو لدورات تسخين/تبريد متكررة.
- الوصلات الجافة (Dry): تشبه الباردة، لكنها تحدث عندما لا يلتصق القصدير أصلًا — غالبًا بسبب اتساخ أو أكسدة على الأسطح المعدنية.
- إجهاد القصدير (Fatigue): يظهر بعد الاستخدام طويل الأمد خصوصًا في بيئات تتغير حرارتها باستمرار؛ التمدد والانكماش المتكرران قد يضعفان حتى الوصلات الجيدة.
عواقب الوصلة اللحامية الباردة
قد تبدو الوصلة الباردة عيبًا بسيطًا، لكنها تُحدث مشكلات كبيرة — خاصةً عندما تكون الموثوقية أمرًا حاسمًا. بمجرد وجود اتصال ضعيف على لوحة، قد يسبّب أي اضطرابٍ صغير سلوكًا غير متوقع أو فشلًا كاملًا.
- توصيلات متقطعة
من أكثر المشاكل إزعاجًا؛ إذ قد تنقل الوصلة التيار بشكل متذبذب حسب الاهتزاز أو تغيّر الحرارة أو حتى الضغط الخفيف على اللوحة، ما يجعل العطل صعب التتبع (ريستات عشوائية، إشارات مضطربة، أو انطفاء الجهاز). - مقاومة كهربائية مرتفعة
الرابطة الضعيفة ترفع المقاومة، فتقلل التيار وتتسبب في هبوط جهد وأداء غير مستقر، بل وقد تؤدي إلى سخونة موضعية في الوصلة. - انقطاع كامل للدائرة
في الحالات الشديدة قد تفشل الوصلة تمامًا في التوصيل، فتقطع الدائرة. قد يمنع ذلك تشغيل الجهاز، أو يعطّل وظيفة محددة (مثل حساس أو منفذ)، أو يربك مكوّنات لاحقة في المسار. - قابلية عالية للإجهاد الميكانيكي
لضعف الرابطة الميكانيكية، تكون الوصلات الباردة أكثر عرضة للتشقق أو الانكسار جرّاء الاهتزاز أو الانحناء أو التمدد الحراري — وهو خطر واضح في إلكترونيات السيارات والطيران والصناعة. - مشاكل موثوقية طويلة الأمد
حتى لو “عملت” الوصلة في البداية، قد تتدهور مع الرطوبة والأكسدة ودورات الحرارة المتكررة حتى تفشل — غالبًا بعد خروج المنتج من المصنع.
كيفية التعرف على الوصلة اللحامية الباردة
التعرّف المبكّر يوفر ساعات من التشخيص ويمنع أضرارًا لاحقة. تترك الوصلات الباردة دلائل بصرية وكهربائية.
1) الفحص البصري
- سطح باهت حُبيبي: الوصلة الجيدة لامعة وناعمة؛ الباردة باهتة وخشنة.
- أشكال غير منتظمة: وصلات مسطّحة، متشققة، أو مشوّهة غالبًا غير موثوقة.
- ترطيب ضعيف: يتكوّن “كتلة” قصدير بدل ارتباط نظيف بالـPad أو الرجل.
- شقوق دقيقة: حلقات دقيقة حول الرجل قد تشير إلى ضعف أو عدم استقرار.
2) الاختبارات الكهربائية
- اختبار الاستمرارية (Continuity): للتحقق من التوصيل الثابت.
- قياس المقاومة: ارتفاع أو تذبذب المقاومة علامة خطر.
- حساسية للحركة: إذا تغيّر سلوك الدائرة مع ضغط خفيف/تحريك المكوّن، فالوصلة مشكوك فيها.
3) وسائل فحص متقدّمة
- الأشعة السينية (X-Ray): لكشف العيوب المخفية تحت مكوّنات مثل BGA.
- التصوير الحراري: الوصلات الباردة قد تُظهر سخونة موضعية بسبب رداءة التوصيل.
- القطع العرضي المخبري (Cross-section): لدراسة البنية الداخلية وفشل الارتباط.
أفضل الممارسات لمنع الوصلات الباردة
غالبًا ما تنتج الوصلات الباردة عن استعجال، أو أدوات غير ملائمة، أو أسلوب غير منضبط. الخبر الجيد: معظمها قابل للمنع.
1) حرارة صحيحة ومنحنى لحام مناسب
- قصدير رصاصي (Sn63/Pb37): حوالي 350–370 °م.
- قصدير خالٍ من الرصاص (SAC305 وغيرها): حوالي 370–400 °م.
- ملفات إعادة اللحام (Reflow Profiles): يجب أن تتجاوز الذروة نقطة الانصهار + 15 °م على الأقل، مع زمن مكوث ~45 ثانية لضمان ترطيب كامل.
2) تنظيف الأسطح مسبقًا
- نظّف الـPads وأرجل المكوّنات بـ كحول أيزوبروبانول (IPA).
- خزّن اللوحات والمكوّنات في بيئات جافة ومضادة للكهرباء الساكنة للحد من الأكسدة.
- استخدم فلكس مناسب لإزالة الأكسدة وتعزيز الترطيب — خصوصًا مع القصدير الخالي من الرصاص.
3) قصدير وفلكس بجودة موثوقة
- استخدم قصديرًا جديدًا ومن علامة موثوقة وضمن العمر الافتراضي.
- لسحب اليدوي: سلك قصدير بنواة فلكس، أو فلكس منفصل عند الحاجة.
- اختر No-Clean أو قابل للغسل بالماء وفق سير عملك.
4) أسلوب لحام سليم
- سخّن الـPad ورجل المكوّن معًا لضمان تدفق متوازن.
- أطعِم القصدير إلى الموضع وليس إلى رأس المكواة مباشرة.
- أبقِ المكواة حتى يذوب القصدير تمامًا ويبلّل السطح جيدًا.
- تجنّب تحريك المكوّن أثناء تجمّد القصدير.
5) تثبيت قطعة العمل
- استخدم حوامل لوحات، ملاقط، “اليد الثالثة” أثناء العمل اليدوي.
- في الخطوط الآلية: ثبّت السرعات والمرتكزات جيدًا.
- تجنّب ثني/لمس اللوحة الساخنة أثناء التبريد.
6) افحص كل وصلة — لا تتجاوز الـQA
- استخدم التكبير أو AOI لفحص جودة الوصلات.
- راقب اللمعان وتغطية القصدير وحواف التشقق.
- للتطبيقات الحرجة: فكّر في X-Ray أو Microsection.

كيفية إصلاح وصلة لحامية باردة
حتى مع الحرص قد تحدث وصلة باردة — والخبر الجيد أنها غالبًا سهلة الإصلاح.
- تحديد الوصلة المعيبة: افحص بالمكبر؛ ابحث عن البهتان/التشققات/عدم الانتظام. استخدم الملتيميتر.
- تثبيت المكوّن: الحركة أثناء التسخين/التبريد سبب شائع للفشل. ثبّت بالملاقط/شريط/حامل.
- وضع فلكس جديد: كمية صغيرة من فلكس سائل/جل لتحسين التدفق والتنظيف.
- إعادة التسخين بشكل صحيح: مكواة نظيفة مضبوطة 350–400 °م؛ المس الـPad والرجل معًا.
- إضافة قصدير جديد عند الحاجة: إن لم يُعد التدفق كافيًا أو القصدير قليلًا، أضف مقدارًا صغيرًا واتركه يتشكل بشكل مقعر نظيف حول الرجل.
- اتركها تبرد طبيعيًا: لا تنفخ ولا تحرّك اللوحة أثناء التصلّب.
- افحص الوصلة المُصلَحة: يجب أن تكون لامعة، ناعمة، مُشكّلة جيدًا. تحقق من الاستمرارية.
اختلافات صناعية وحالات خاصة
تتباين خطورة الوصلات الباردة حسب القطاع — من أعطال بسيطة إلى مخاطر على السلامة. فيما يلي خلاصة موجزة:
| القطاع | مستوى الخطر | المعايير الشائعة | الأثر المحتمل | الوقاية/الفحص المعتاد |
|---|---|---|---|---|
| إلكترونيات المستهلك | متوسّط | IPC-A-610 الفئة 1 | تعطل الجهاز، عمر قصير، أعطال متقطعة | فحص بصري، لحام يدوي، إعادة عمل موضعية |
| السيارات | مرتفع | IATF 16949، IPC-A-610 الفئتان 2–3 | فشل أنظمة حرجة (حساسات، وحدات ECU) | AOI، أشعة سينية، اختبارات اهتزاز/دورات حرارية |
| الطيران والدفاع | مرتفع جدًا | AS9100، NASA-STD-8739.3 | فشل المهمة، فقدان المركبة، بيئات قاسية | ميكروسكشن، فحص 100%، تتبّع كامل |
| الأجهزة الطبية | مرتفع جدًا | ISO 13485، IPC الفئة 3 | فشل قد يهدد الحياة، عدم امتثال تنظيمي | فحص مؤتمت، تحقق موثوقية، ضبط عمليات موثق |
| أنظمة التحكم الصناعية | مرتفع | IPC-A-610 الفئة 2 | توقف، فقدان دقة، إعادة تشغيل | بروفايلات حرارية، فحص بصري/ضوئي |
| الاتصالات | متوسّط | Telcordia GR-78، IPC الفئة 2 | تدهور الإشارة، اتصالات غير مستقرة | تحكّم Reflow، عينات QA دفعية، اختبارات ممانعة |
| هواة/DIY | منخفض | — | مشاكل بسيطة قابلة للإصلاح غالبًا | لحام يدوي، فحص بصري، دعم مجتمعي |
الأسئلة الشائعة (FAQ)
ما مدى شيوع الوصلات الباردة؟
هي من أكثر عيوب اللحام شيوعًا، خاصةً في التجميع اليدوي أو البيئات ضعيفة الضبط. تقلّ نسبتها في الإنتاج الآلي عالي الضبط لكنها قد تظهر.
ما الذي يسبب الوصلة الباردة؟
أهم الأسباب: حرارة غير كافية، أسطح مؤكسدة/متسخة، ترطيب ضعيف، قصدير/فلكس منخفض الجودة، أو حركة أثناء التبريد — وكلها تمنع الرابطة المعدنية السليمة.
كيف تبدو الوصلة الباردة؟
غالبًا باهتة، حُبيبية، متشققة أو كتلية الشكل. بالمقابل، الوصلة الجيدة لامعة وناعمة ومرتبطة نظيفًا بالـPad والرجل.
هل يمكن للجهاز أن يعمل رغم وجود وصلة باردة؟
نعم — مؤقتًا. غالبًا ما توصل بشكل متقطّع، فيبدو الجهاز “طبيعيًا” لكنه يتصرف بغرابة أو يفشل تحت الإجهاد/الحرارة/الاهتزاز.
كيف أختبر وجود وصلة باردة؟
افحص بصريًا مع تكبير، ثم أكّد بملتيميتر (استمرارية/مقاومة). يساعد “التحريك الخفيف” أو النقر على اللوحة في كشف الاتصالات المتقطعة.
هل يمكن إصلاح الوصلات الباردة؟
نعم. أَعِد التسخين مع فلكس جديد للسماح بإعادة التدفق. أزل القصدير القديم واستبدله إذا لزم.
هل الوصلات الباردة أكثر شيوعًا مع القصدير الخالي من الرصاص؟
نعم، قليلًا. نقطة انصهاره أعلى وقدرته على الترطيب أقل تسامحًا، ما يجعل التحكم في الحرارة والأسلوب أكثر أهمية.
كيف أتجنب الوصلات الباردة؟
حرارة صحيحة، تنظيف مسبق، فلكس مناسب، تسخين الـPad والرجل معًا، ومنع الحركة أثناء التبريد.
هل الوصلات الباردة خطرة؟
قد تكون كذلك. في الأجهزة الاستهلاكية قد تسبب إزعاجًا أو تعطلًا مبكرًا، أما في القطاعات الطبية/السيارات/الطيران فقد تؤدي إلى أعطال جسيمة تمسّ السلامة.
الخلاصة وتوصيات عملية
الوصلة اللحامية الباردة مشكلة شائعة وقابلة للمنع تؤثّر بشدة على موثوقية الأجهزة الإلكترونية. التعرّف على أسبابها، واكتشافها مبكرًا، وتطبيق تقنيات لحام صحيحة يقلّل معدلات الفشل بصورة ملحوظة.
للمهندسين والفنيين والهواة، الاتساق هو المفتاح: حرارة مناسبة، تنظيف جيد، فلكس ملائم، وعدم تحريك المكوّن أثناء التبريد. ثوانٍ إضافية من العناية قد توفّر ساعاتٍ من إعادة العمل.
في بيئات الإنتاج، يُساعد دمج الفحص البصري، والملفات الحرارية، أو الأشعة السينية على كشف العيوب قبل الشحن. وللقطاعات الحرجة، يُعدّ ضبط العمليات والتوثيق الصارم أمرين أساسيين.
