


لا تزال معظم المواد الخام للوحيّات المطبوعة (PCBs) تُنتَج بطرائق تقليدية. في السنوات الأخيرة بدأ المصنعون استكشاف تقنيات جديدة تهدف إلى خفض التكلفة وتحسين أداء المواد، أو كليهما. وتتشابه العمليات المستخدمة في تصنيع الصفائح المكسوة بالنحاس (Copper-Clad Laminates, CCL) والـ Prepreg (وتُسمّى أيضًا الصفائح اللاصقة أو الصفائح نصف المعالجة) للوحات متعددة الطبقات إلى حدٍّ كبير.
العمليات التقليدية للتصنيع
يوضح الشكل 3.6 مخطط التدفق التقليدي العام، ويمكن تقسيمه إلى جزأين: تصنيع الـ Prepreg وتصنيع الصفيحة المكسوة بالنحاس. يُشار إلى الـ Prepreg أحيانًا بمرحلة B-Stage، بينما تُسمّى الصفيحة المكسوة بالنحاس بمرحلة C-Stage. تعكس هاتان التسميتان درجة بلمرة/تصلُّد نظام الراتنج.
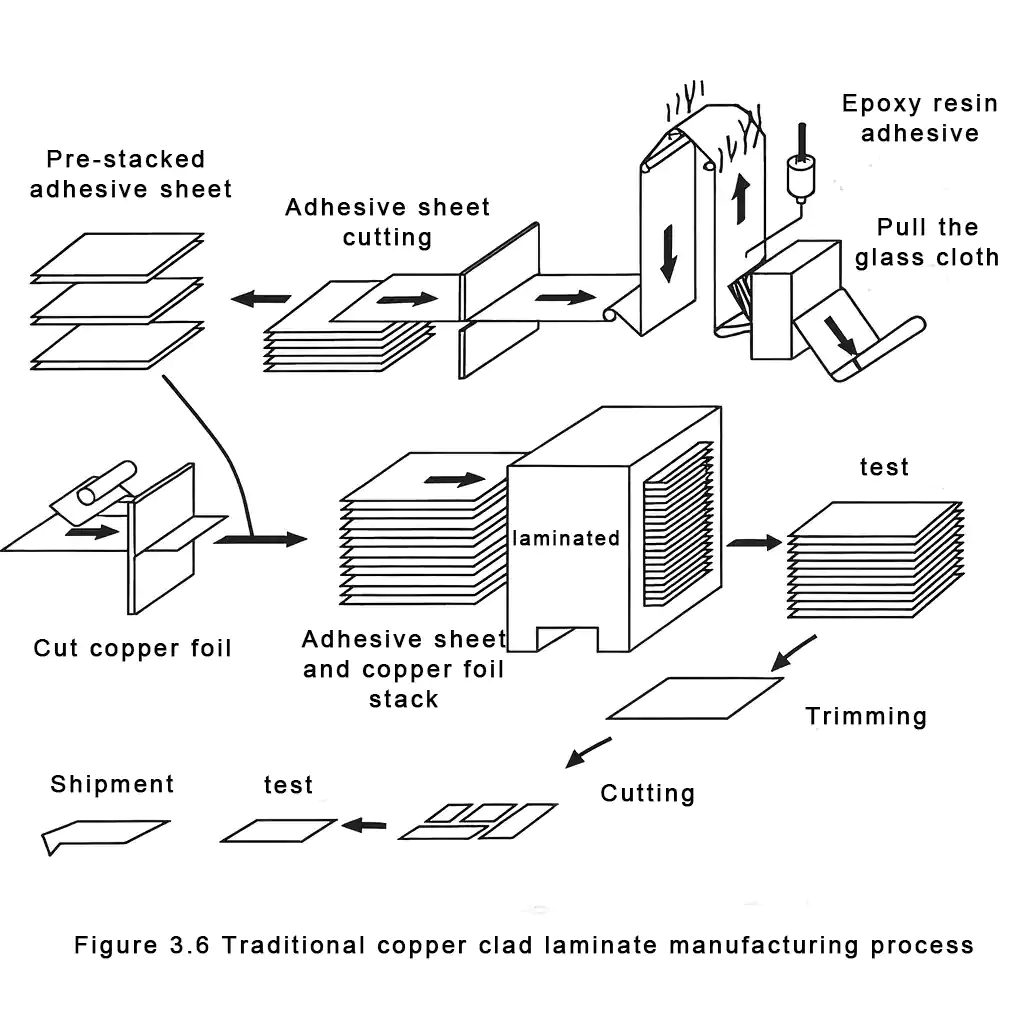
- مرحلة B (B-Stage): حالة تصلُّب جزئي؛ عند درجات حرارة مرتفعة يلين الراتنج أو ينصهر ويواصل البلمرة.
- مرحلة C (C-Stage): حالة “تصلُّب تام”. (عمليًا نادرًا ما يكتمل التصلُّب بنسبة 100%؛ ويُقصَد بـ“تام” أن الغالبية الساحقة من المجموعات التفاعلية قد تفاعلت بحيث لا يواصل الراتنج التصلُّب حتى عند درجات أعلى).
تصنيع الـ Prepreg (الصفائح اللاصقة)
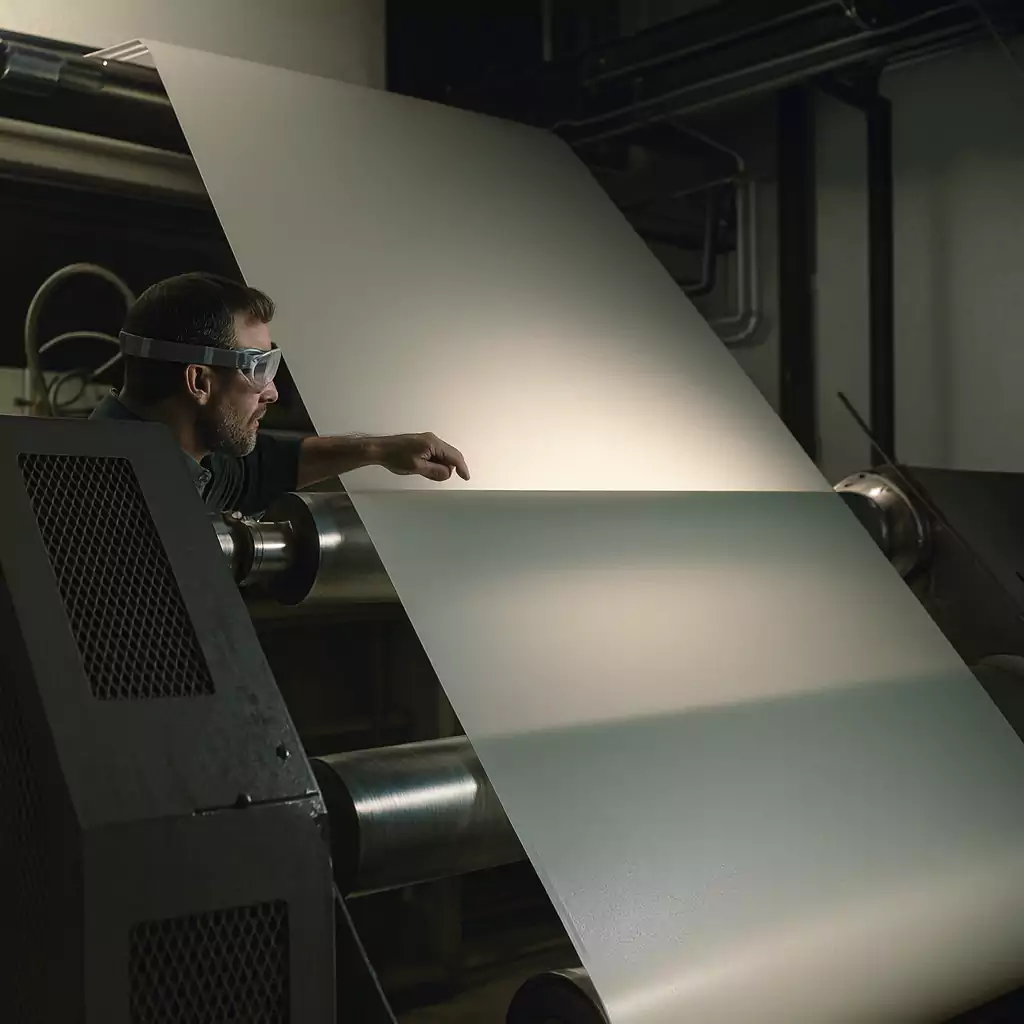
في معظم العمليات تبدأ الخطوة الأولى بتطبيق الراتنج على الدعامة المختارة—والأكثر شيوعًا هي قماش الألياف الزجاجية المنسوج. تُمرَّر لفائف قماش الزجاج (أو أي دعامة أخرى) عبر خط طلاء يُسمّى عادة خط المعالجة (Treater) أو خط التشريب.
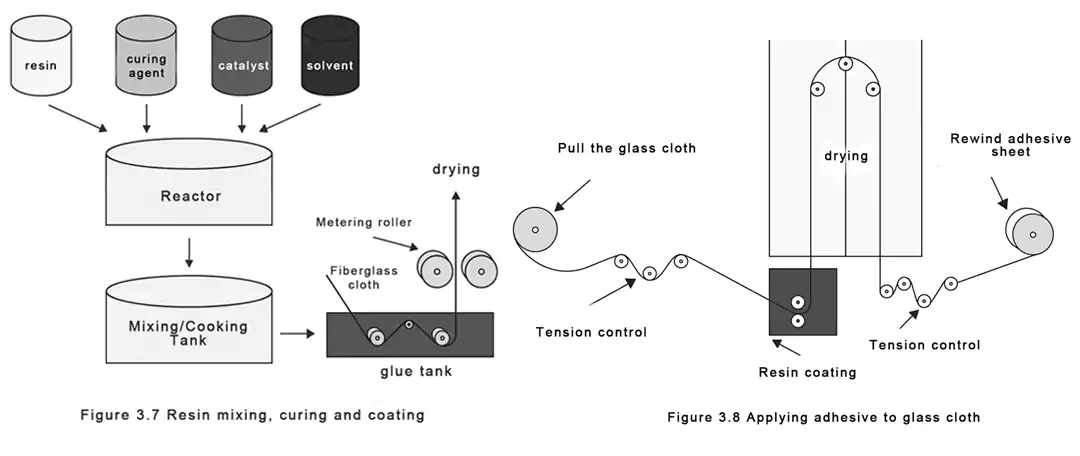
كما في الشكل 3.7، تُخلَط مكوّنات الراتنج ويُستكمَل نُضجها في مفاعل قبل الطلاء. أثناء المعالجة (الشكل 3.8)، يمرّ القماش عبر حمّام راتنج، ثم تضبط أسطوانات القياس الدقيقة سُمك الطبقة بعد الطلاء لضمان اختراق الراتنج للفجوات بين حزم الألياف الزجاجية (الشكل 3.9).
بعد ذلك يمرّ القماش المطلي بالراتنج عبر مناطق تسخين متعاقبة للتجفيف. غالبًا ما تُستخدم فيها حَمْلٌ قسريٌّ للهواء عالي السرعة، أو الأشعة تحت الحمراء، أو مزيج منهما. في المنطقة الحرارية الأولى يتبخر المذيب الموجود في تركيبة الراتنج. أما المناطق التالية فتُحدِث تصلُّبًا جزئيًا للراتنج لبلوغ مرحلة B. أخيرًا يُعاد لف الـ Prepreg في لفائف أو يُقطَّع إلى صفائح.
عناصر التحكم الأساسية في العملية:
- تركيبة الراتنج: ضبط تراكيز المكوّنات لإبقاء لزوجة الراتنج ضمن نافذة التشغيل المقبولة.
- تعامل الشريط/الويب: الحفاظ على شدٍّ ثابت عبر الخط ومنع التواء أو تشوّه حزم الألياف الزجاجية.
- الخصائص الحرجة: التحكم في نسبة الراتنج إلى الزجاج (محتوى الراتنج)، ودرجة التصلُّب (زمن التجلُّط/الجلّ)، والنظافة ومنع الأجسام الغريبة في الـ Prepreg.
ولأن الراتنج غير متصلِّب بالكامل، يجب التحكم بدقة في درجة حرارة التخزين ورطوبته. تؤثر الحرارة في استمرار التصلُّب، ما ينعكس على أداء الصفائح اللاحقة أو اللوحات متعددة الطبقات. كما تتداخل الرطوبة مع المصلِّبات والمسرِّعات وتُعطِّل عملية الكبس، ويمكن أن يؤدي الماء الممتص إلى فجوات أو انفصال طبقي (Delamination) في الصفيحة أو اللوحة النهائية متعددة الطبقات.
تصنيع الصفائح المكسوة بالنحاس (Laminate)
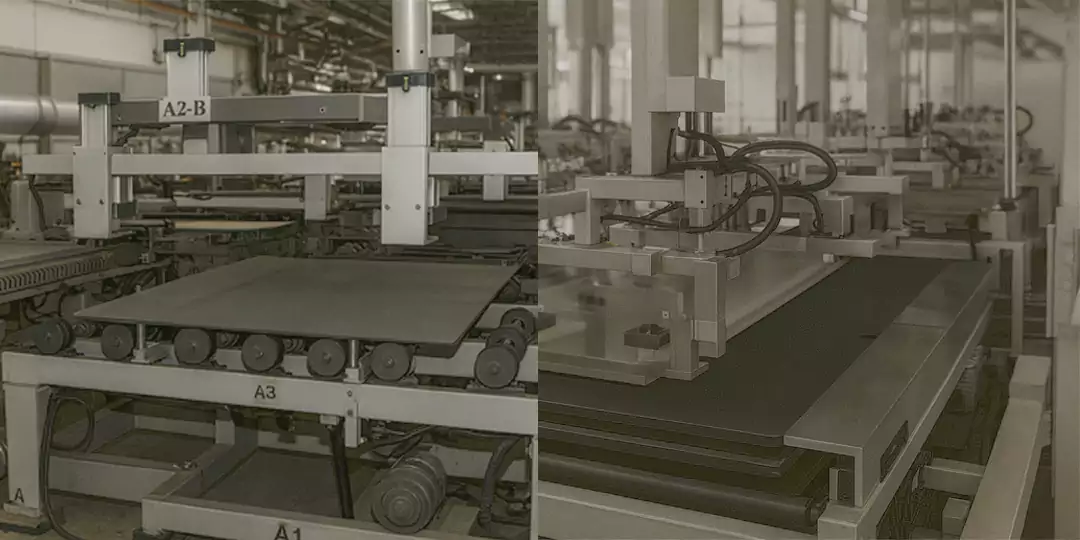
يبدأ تصنيع الصفيحة المكسوة بالنحاس من الـ Prepreg. حيث تُدمَج أنواع مختلفة من الـ Prepreg (بتراكيب زجاج ومحتويات راتنج متفاوتة) مع رقائق نحاس بدرجات محددة للحصول على الصفيحة. أولاً، تُقصّ الـ Prepreg ورقائق النحاس إلى المقاسات المطلوبة (الشكل 3.10 يبيّن عملية قصّ آلية لرقائق النحاس).

بعدها تُرصّ المواد بالتسلسل الصحيح لتشكيل الصفيحة المطلوبة. كما في الأشكال 3.11 و3.12، تُجرى تجميعات أولية آلية من الـ Prepreg ورقائق النحاس قبل الكبس. ثم تُكدَّس هذه “السندويشات” مع الفصل بينها بمواد مثل صفائح الفولاذ غير القابل للصدأ أو الألومنيوم وغيرها. وبعد التكديس تُحمَّل المجموعات في مكبس رقائقي متعدد الفتحات (الأشكال 3.13 و3.14) حيث تطبَّق الضغط والحرارة والفراغ. وبسبب اختلاف أنظمة الراتنج ومستوى مرحلة B وعوامل أخرى، تختلف معاملات ودورات الكبس من مادة لأخرى.
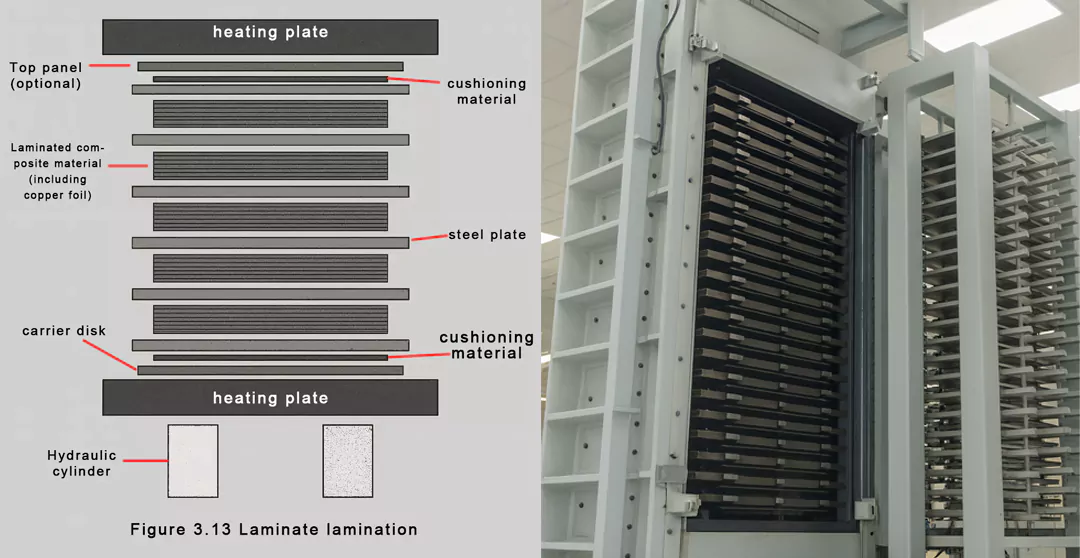
يضم المكبس عدة صفائح تسخين تُسخَّن بالبخار أو زيت حراري أو سخانات كهربائية.
عناصر التحكم الحرجة في الكبس:
- النظافة: للحفاظ على مظهر جيّد وتجنّب الشوائب المحبوسة، يجب تنظيف غرف الإنتاج وصفائح الفصل باستمرار.
- منحنى الحرارة/الضغط: ضبط معدل التسخين والضغط بحيث يتدفّق الراتنج جيدًا ويغطّي الألياف؛ وضبط معدل التبريد لتقليل التقوّس والالتواء.
- الاستمرار فوق درجة التحول الزجاجي/ذروة الحرارة: إن الزمن فوق درجة تصلُّب الراتنج يحدد درجة التصلُّب النهائية.
وعلى الرغم من إيجاز الوصف، فإن عوامل عديدة متداخلة تؤثر في جودة الصفيحة وأدائها. تغيير متغيّر واحد قد يؤثر في غيره، لذا تتطلّب تعديلات العملية غالبًا تغييرات منسّقة في نقاط أخرى. باختصار، إن تصنيع الـ Prepreg والصفائح المكسوة بالنحاس أعقد مما يبدو للوهلة الأولى.
الكبس بالتسخين المباشر بالتيار المستمر أو بالتسخين عبر رقائق مستمرة
يوفّر التسخين بالتيار المستمر (DC) عبر رقائق معدنية مستمرة طريقة بديلة لإنتاج الصفائح المكسوة بالنحاس (الشكل 3.15)، ويمكن استخدامه أيضًا للركائز الرقيقة للوحات المطبوعة. لا يزال هذا الأسلوب يعتمد على الـ Prepreg، لكن خطوات التجميع والكبس تختلف.

في هذا الأسلوب تُستَخدم رقائق النحاس على هيئة لفائف بدل الصفائح. تكون جهة من الرقيقة ملامسة للـ Prepreg بينما تبقى الجهة الأخرى في اللفة. بعد فرش الـ Prepreg، توضع رقيقة نحاس على الجهة المقابلة لتشكيل لوح رقائقي. ويمكن للفافتين من النحاس—وربما بدرجتين مختلفتين—أن تلتصقا بجانبي اللوح في آنٍ واحد مع وضع صفائح ألومنيوم مؤكسدة بينهما. ثم تُضغط هذه الرُّزم تحت حرارة وضغط وفراغ. وعلى عكس الكبس التقليدي، يُمرَّر تيار مستمر عبر النحاس لضبط التسخين بدقة.
عمليات الكبس المستمر
طُوِّرت عمليات الكبس المستمر على مدار سنوات. فبينما يستخدم الكبس الدفعي التقليدي Prepreg ورقائق نحاس على شكل صفائح تُرص مسبقًا وتُضغط إلى ألواح منفصلة، فإن الكبس المستمر يُغذّي Prepreg ملفوفًا (أو قماش زجاج) مع رقائق نحاس ملفوفة عبر آلة كبس أفقية.
هناك صورتان لهذا الأسلوب:
- الانطلاق من Prepreg ملفوف: يُفكّ Prepreg في مرحلة B ورقائق النحاس وتُدمَج في سندويش مستمر يُغذّى إلى آلة الكبس.
- الانطلاق من قماش زجاج خام: يُفكّ قماش الزجاج غير المعالج ويُشرَّب على الخط، ثم يُدمج مع رقائق النحاس المفكوكة بشكل مستمر لتشكيل سندويش يُغذّى مباشرة إلى آلة الكبس.
بعد الكبس، يمكن قصّ الشريط الرقائقي المستمر إلى صفائح. أما الرقائق الرقيقة فيمكن إعادة لفّها على هيئة لفائف مكسوة بالنحاس. ويكمن قيد العمليات المستمرة في أنها أنسب للإنتاج المرتفع الكمية منخفض التنويع؛ إذ إن تبديل المنتجات المتكرر للدفعات الصغيرة يكون معقّدًا وأقل كفاءة.
خاتمة
إن تصنيع الصفائح المكسوة بالنحاس والـ Prepreg أمرٌ جوهريٌّ لضمان موثوقية تصنيع اللوحات المطبوعة. فالتحكم الدقيق في تركيبة الراتنج، وتشريب قماش الزجاج، وإدارة عملية الكبس يوفّر نتائج كهربائية وميكانيكية وحرارية متّسقة، ويقدّم صفائح مكسوة بالنحاس عالية الجودة للإلكترونيات الحديثة.
